Below are our notes that reflect our new open source filament testing. ASTM test samples are being created and in the upcoming months you can anticipate a summary on our website about our adventures in 3D printing material science.

MATERIAL TESTED: HD PLA
Manufacturer: Fiberlogy
Filament Diameter: 2.850 mm Normative, 2.851 Real Ave Diameter, +/- 0.02mm
Color Tested: Red
Date Tested: 11/15/2016

OBSERVATIONS
Ease of use: Working with this filament was very enjoyable. It printed easily, was consistent and predictable. No breakage was noticed. The PLA appeared to be of a high quality.
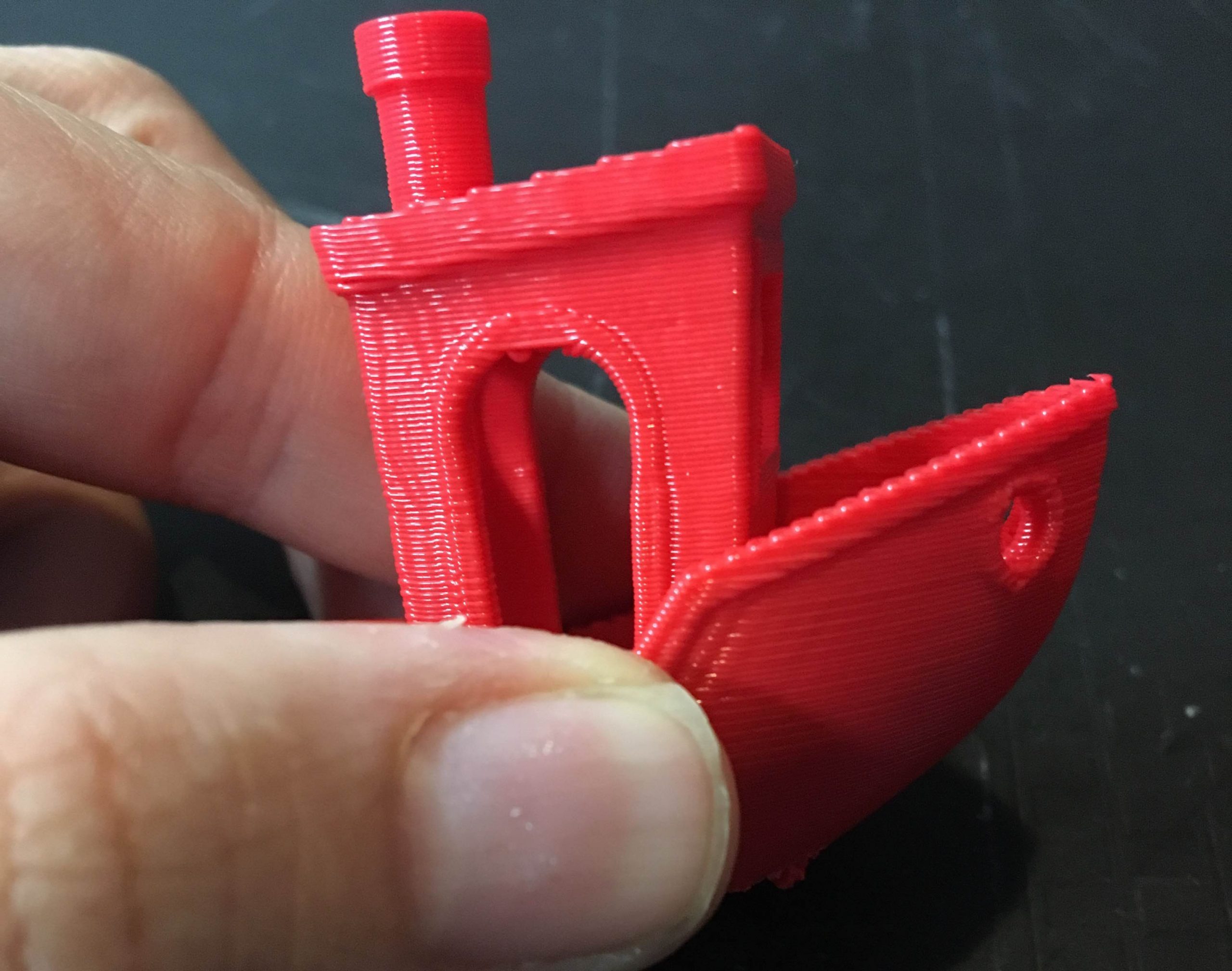
Appearance: The filament displayed a pleasing red tone with an incredible sheen!
Size consistency: Awesome, less than 0.1mm within the roll, the filament measured 2.851mm
Color consistency: Great, consistent throughout the coil.

SETTINGS
Print temperature: 200-220 C (suggested)/210C was used: nozzle / 60C : bed
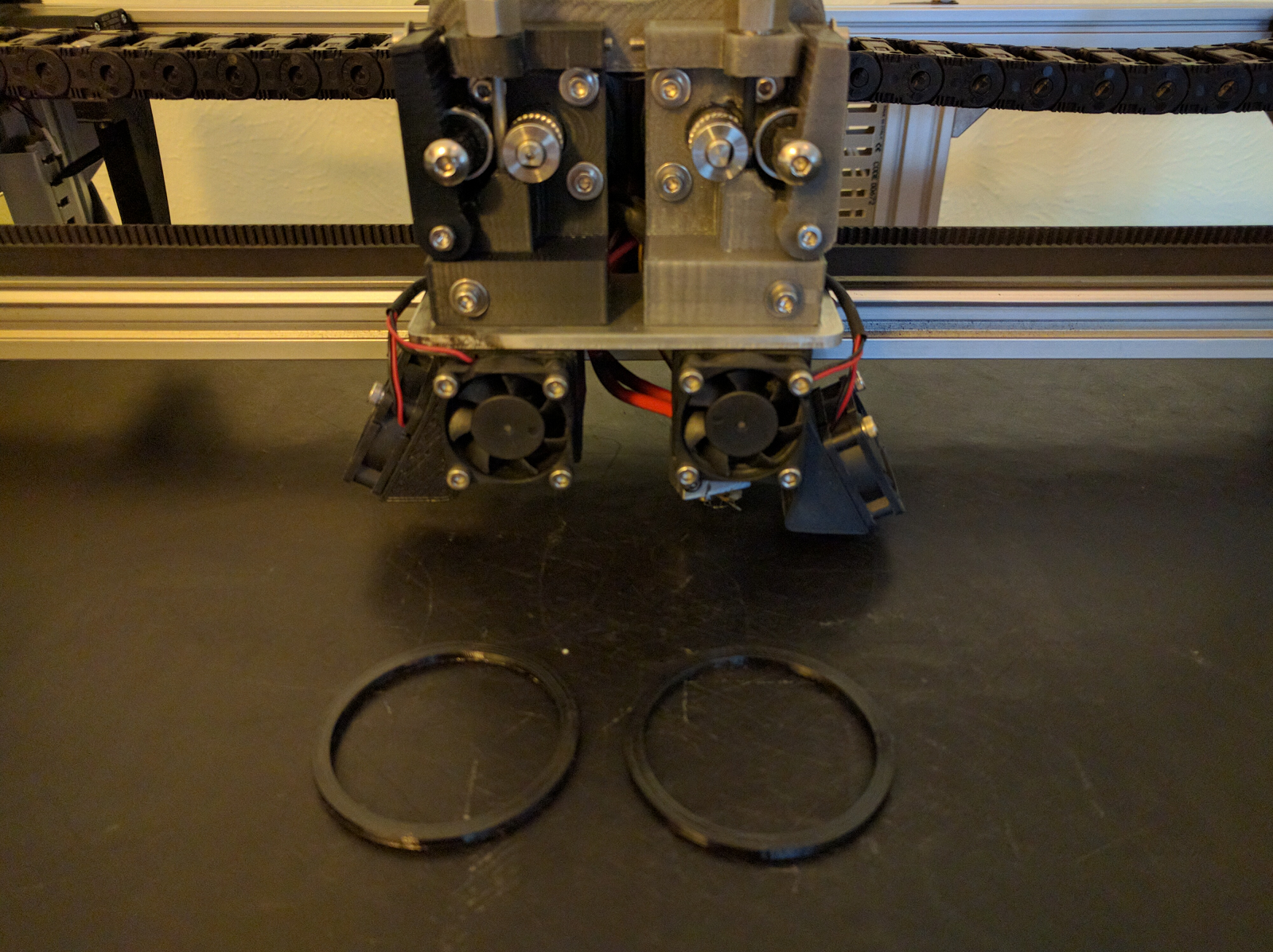
Printer Used: Gigabot
Speed: 60 mm/s
Layer Height: 0.3mm
Infill: 15%
Type(s) of print surface used: PRINTnZ
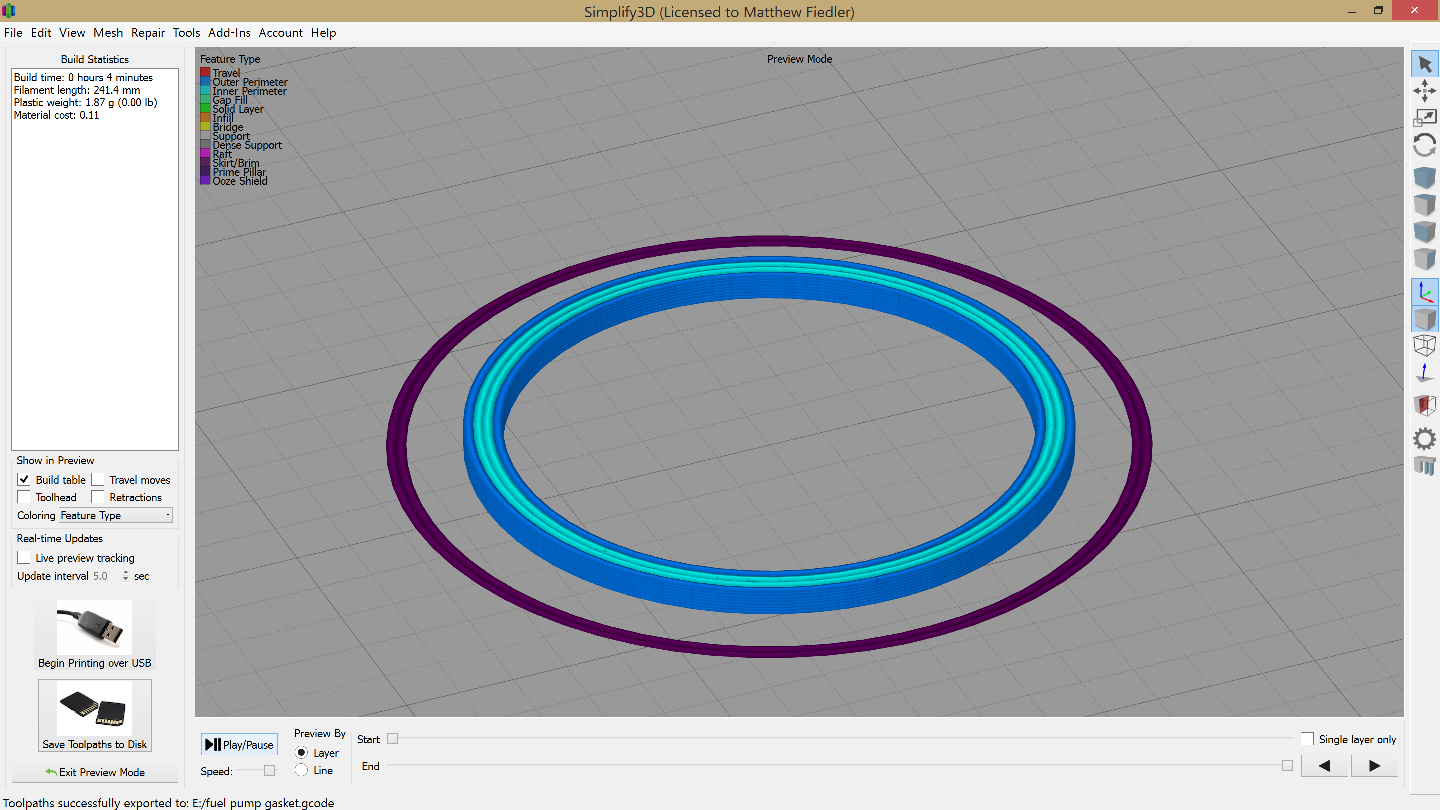
List of test files printed: re:3D’s test files 1, 2, 3 and 4 (Logo, Vase, Moai and Benchy Torture Test).

FINDINGS
Odor: None
Bed adhesion (1: terrible – 5: fabulous!)
- 5- Great adhesion was achieved with no temperature manipulation.
Stringing (1: lots – 5: none!)
- 5 –No stringing was observed with our settings.
Shrinkage (1: lots – 5: none!)
- 5- The filament extruded and cooled with no shrinkage.
Interlayer adhesion (1: terrible – 5: fabulous!)
- 5- Perfect!

NOTES:
- We were first contacted by the Fiberlogy team last fall, who offered to send us a spool of their filament to evaluate on Gigabot. We recognize that the community is fortunate to have several PLA vendors to select from, however as not all PLA is created equal, and were eager to vet a European supplier for our customers accross the pond. Fiberlogy HD PLA boasts that it is a high quality and dependable PLA that has the added benefit of increasing strength when annealed.
- Seeing that we offer a limited color selection in our store that ships from North America, we are always eager to test additional PLA sources.
- This material appears to yield consistent, quality prints.
- Filament size consistency was excellent and no breakage was evident in the 1 kg roll we examined, suggesting it was well mixed.
- The packaging and spool design was futuristic, intentional, and of high quality.
- No curling was observed in any of the 4 prints created.
- We used the mid point of the temperature range that the manufacture provided (200-220C). No guidance was given for settings aside from temperature, so we used the standard Simplify3D profile on wiki.re3d.org.
- The unboxing experience was outstanding and highly professional.
- A batch number was provided for traceability.
- Manufacturer recommended settings were easily referenced on sticker located on the packaging.
RECCOMENDATIONS:
- After printing the four objects in our protocol, I support Fiberology’s claims that they produce high quality PLA and would recommend it to our customers.
- Upon review, we would also recommend that we include this filament in our ASTM test sample research.
- Per the guidance on their website , I did attempt to anneal the PLA in my oven at home, however without empirical testing against similar objects printing in ABS, I can not testify to the strength claims Fiberlogy asserts for annealed HD PLA.
Want to chat?
Join our forum where we have initiated a thread about our experience at:
https://re3d.zendesk.com/hc/en-us/community/posts/255640066-Testing-Fiberology-HD-PLA

~Happy Printing!
Samantha snabes
Blog Post Author