We’re excited to now sell PETG at re:3D! Why do you ask? I sat down with Co-Founder and Head of Technology, Matthew Fiedler, for some Q&A on the power of 3D printing with PETG. Read below, check out some video footage of how we are using PETG at re:3D and tune into our inaugural Meet with a 3D Printing Engineer live session next week no matter where in the world you are to chat with our 3D printing engineers live and bring any questions you may have.
Why is re:3D releasing and deciding to sell PETG now?
“Polyethylene terephthalate Glycol is an interesting material for FFF AM because of the enhanced material properties compared to the most common filament, PLA. PETG exhibits high layer to layer bonding strength, slightly elevated Tg of 80C over PLA which has a Tg of around 55C. PETG also allows better light transmission which can be a great benefit for parts that require visible light to pass through them.”
What do people use it for?
“PETG is most commonly known as the plastic used in water bottle and soft drinks containers. In 3D printing, it makes an excellent breakaway support material for parts printed in PLA. The opposite is also true where you can use PLA as breakaway support material for parts made in PETG.”
What are some unique advantages of PETG?
“Parts printed in PETG are also slightly more flexible than those made from PLA.“
What have engineers done with it at re:3D to date?
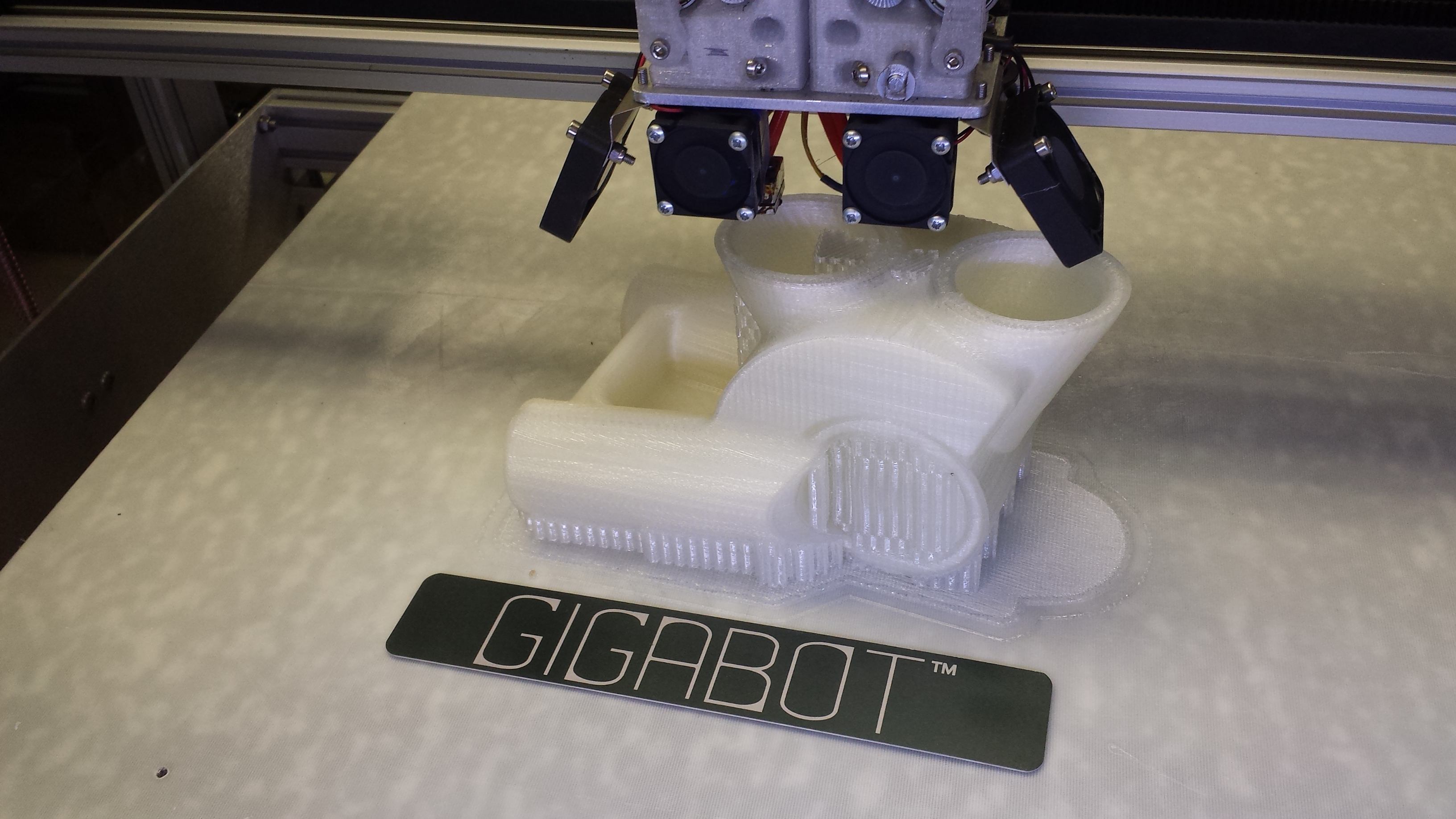
“We show several videos on our YouTube channel how well it works as support and raft material (like this video). In pellet form, we use PETG with Gigabot X to produce skateboards, decorative interior design pieces and a basket for coffee pickers in Puerto Rico. (You can watch Gigabot X 3D printing a vase with PETG here.)”
What are some of your favorite prints or examples of 3D printing with PETG?
“My two favorite are Gigabot X produced interior design vase because of the stunning visual and light qualities of PETG and the coffee harvest basket for the coffee farm in Puerto Rico.”
Any additional context or pre-emptive answers to questions people may ask about materials?
“You can purchase 5lb and 15lb spools of PETG in our online store. You can print PETG on your Gigabot with a nozzle temp of 235C and bed temp of 60C. A thin coating of Elmer’s X-treme glue stick on the PRINTinZ surface will provide excellent adhesion. You can use the same print speed and layer heights as PLA. We have created a special Simplify3D profile for using PETG and PLA together. You can download it from Zendesk here.”
Have more questions for Matthew on 3D printing wit PETG? Tune into Meet with a 3D Printing Engineer next week via Facebook for a live session with him. Also, if you’re as excited as we are about 3D printing with PETG – watch videos on our YouTube and buy PETG online at shop.re3D.org!

Buy PETG online at shop.re3D.org!
Cat George
Blog Post Author