








re:3D first met Travis in Austin last winter as he was prototyping his second version of Stump Armour: an affordable, accessible device he pioneered in order to expand mobility options for bilateral amputees.
As a combat-wounded Marine, Travis is uniquely qualified to inspire solutions to increase maneuverability for other double amputees while reducing back strain that traditional prosthetics can create. By using himself as the test subject and leveraging business insights he acquired in the 100 Entrepreneurs Project and the Entrepreneurial Bootcamp for Veterans (EBV), Travis launched Stump Armour on indiegogo this week.
Stump Armour is a round design that connects to traditional sockets to allow for constant surface contact from any angle. Pressure can be directly applied to a terrain without changing position, allowing amputees to roll themselves up independently when preforming activities close to the ground. Since the round shape can grab from nearly any position, it works great on uneven/irregular surfaces, so the amputee doesn’t need to focus as much concentration on limb placement when compared to other devices. Travis doesn’t feel Stump Armour is intended to replace full leg or knee prosthetics. Rather, it’s meant to increase functionality with specific tasks.
A key tenant of the Stump Armor’s mission is to make devices as affordable as possible worldwide. For this reason, Travis contracted Mike Battaglia & I last January to see if we could 3D print his vision for a Stump Armour’s Modification. Using Simplify3D we were able to generate a raft & support that could easily break off. The completed PLA prototypes printed great and we were excited to give them to Travis, who planned to use the prints to create a mold to scale Stump Armor globally.
Prints in hand, Travis partnered with local foundries who guided him through the process of making his own custom mold to cast multiple sets of Stump Armour. This week we interviewed Travis to learn more about the process he used to create a mold from a print by working with Stevens Art. Below are the steps that he described:
Using lost wax casting, Travis was able to do his first production run of Stump Armour, which is now available to other amputees on the Stump Armour indiegogo campaign. You can support Stump Armour’s next production run and Stump Armour donations at: https://www.indiegogo.com/projects/stump-armour#/ until July 1st.
Samantha snabes
Blog Post Author

As part of the LMDRONES projects that you can find on Local Motors, we want to welcome re:3D and their Gigabot 3D printer as they join our LM Drone efforts!

May 7th was International Drone Day and the Local Motors Teams, from both Vegas and Chandler, paired up with Matthew Fiedler, Co-Founder and Chief Engineer at re:3D, to bring their Gigabot 3D printer to the world’s first drone port, the Eldorado Droneport, in Boulder City, NV.

The all day event included open tuning, demonstrations, races, and freestyle flying. Matt Jackson, Alaric Egli, and Alex Palmer of Local Motors brought a variety of different drones to take part in the event. Matthew began printing with the re:3D Gigabot as soon as it arrived, showing it’s potential and usability for creating parts, wings, and even a full size Wing FPV.

Stayed tuned for what’s next with the re:3D Gigabot which just made its successful journey from Nevada to Chandler, AZ at the Local Motors Headquarters!

Gigabot arrives at Local Motors Phoenix facility after participating in the International Drone day festivities at Aerodrome near Las Vegas, Nevada. Engineers at Local Motors are excited to train on the Gigabot and start running their first prints!

re:3D Gigabot can now be found at the Local Motors’ headquarters in Chandler AZ!

Manufacturer: Black Magic 3D
Filament Diameter: – 2.85mm
Color Tested: Natural
Date Tested: 4/06/2016

Ease of use: Those new to 3D printing may want to budget extra time when printing with Scorpion as it takes a little manipulation to perfect the temperature & retraction settings.
Appearance: The natural filament was clean and consistent. Prints matched filament color & opacity.
Size consistency: Awesome, less than 0.1mm within the roll.
Color consistency: Great, consistent throughout the coil.

Print temperature: 230-235 C (suggested): nozzle / 60C : bed
Printer Used: Gigabot
Speed: 50 mm/s
Layer Height: 0.3mm
Infill: 15%
Type(s) of print surface used: PRINTnZ with 3M Blue Painter’s Tape and 2 coats of Elmer’s Glue Stick
List of test files printed: re:3D’s test files 1, 2, and 3 (logo, vase, and Benchy Torture Test)
You view watch a video summarizing our testing below:
Odor: None
Bed adhesion (1: terrible – 5: fabulous!)
Stringing (1: lots – 5: none!)
Shrinkage (1: lots – 5: none!)
Interlayer adhesion (1: terrible – 5: fabulous!)



Want to chat? Join our forum where we have initiated a thread about our experience!
https://re3d.zendesk.com/hc/en-us/community/posts/206375086-Testing-Scorpion-Flexible-Nylon-on-Gigabot
~Happy Printing!
Samantha snabes
Blog Post Author

Manufacturer: 3D Fuel
Filament Diameter: – 2.85mm
Color Tested: Bright green
Date Tested: 2/29/2016

Ease of use: Extremely printable with excellent adhesion.
Appearance: The green filament was vibrant with a smooth texture. Prints yielded a slightly “shiny” surface.
Size consistency: Average, within .1mm within roll.
Color consistency: Great, consistent throughout roll.

Print temperature: 210 C (nozzle) / 55C (bed)
Printer Used: Gigabot
Speed: 45 mm/s
Layer Height: 0.3mm
Infill: 30%
Type(s) of print surface used: PRINTnZ
List of test files printed: re:3D’s test files 1, 2, and 3 (logo, vase, airplane gear piece)
You can watch a video summarizing our testing:
Odor: None
Bed adhesion (1: terrible – 5: fabulous!)
Stringing (1: lots -5: none!)
Shrinkage (1:lots-5: none!)
Interlayer adhesion (1:terrible-5:fabulous!)

Want to chat? Join our forum where we have initiated a thread about our experience!
https://re3d.zendesk.com/hc/en-us/community/posts/205198503-TESTING3D-FUEL-APLA
~Happy Printing!
Samantha snabes
Blog Post Author

Manufacturer: Algix3D
Diameter : – 2.86mm
Color Tested: Slightly green/brownish
Date Tested: 2/28/2016

Ease of use: A little tricky due to the brittle nature of the filament, however, once you get started you are good to go!
Appearance: Aesthetic, reflects sustainability, “rough texture”, definitely not smooth!
Size consistency: Average, within .1mm within roll.
Color consistency: Great, consistent throughout roll.

Print temperature: 175 C (nozzle) /55C (bed)
Printer Used: Gigabot
Speed: 30mm/s
Layer Height: 0.3mm
Infill: 35%
Odor: Earthy, smells like algae
Type(s) of print surface used: Print n Z
List of test files printed: re:3D’s test files 1, 2, and 3 (logo, vase, airplane gear piece)
You can watch a video summarizing our testing:
Bed adhesion (1:terrible-5:fabulous!)
Stringing (1: lots -5: none!)
Shrinkage (1:lots-5: none!)
interlayer adhesion (1:terrible-5:fabulous!)

Not all users may appreciate the aroma, however if you are looking for a more sustainable 3D printing alternative and doesn’t require a smooth surface, this materials may be for you!
Want to chat? Join our forum where we have initiated a thread about our experience!
https://re3d.zendesk.com/hc/en-us/community/posts/206091996-TESTING-3D-FUEL-ALGAE-FUEL
~Happy Printing!
Samantha snabes
Blog Post Author

With some new filament in the office, I took the opportunity on a recent visit to Houston to do some materials testing, also known as breaking things, which happens to be my specialty.
My main goal was to test out a new filament called PLA++ by Breathe-3DP and compare it to the regular PLA we use. As they describe it, the second “+” is for functionality – where normal PLA snaps, their PLA++ stays strong. I wanted to see that for myself.
To spice things up a bit, I threw some n-vent into the mix, which ended up adding a nice third dimension to the spectrum of strength we saw.
I printed out a handful of the ASTM Tensile Test Specimen, dubbed the “dogbone” in the office, and got to breaking things. The PLA++ was first on the chopping block.
You can see in the video that I’m able to get the dogbone flexed into a nice St. Louis Gateway Arch shape – it had a good amount of give to it. I could feel the material bend under my fingers; in the video you see the edges in the center start to turn a slight white color as the print flexes. Only once I move my thumbs to the outside of each end and force the two together does the center finally give.
Even once it does finally break, only the top of the print has actually split – the bottom is still attached. It takes me ripping the two apart to separate the two halves. You can see in the video how much the print has curved due to my bending it, and it retains that bend even after it is broken.
The flexible nature of the PLA++ becomes more apparent when compared to the standard PLA test. PLA, our choice filament around the office, is known for its ease of printing, but also its brittleness.
I’m able to flex the PLA dogbone a fair amount – further than I expected, but not as far as the PLA++ – but its reaction to this flexion is explosive and violent. You can see pieces rocket off once the print reaches its breaking point, loud enough to make one of our engineers in the room jump and whip around to see what new trouble I was getting myself into.
Last up was the wild card, Taulman’s n-vent. What seemed promising to me was its ease of printing yet also its toughness and resistance to high temperatures.
The n-vent wouldn’t quit. I bent it one way, then the other way, then back the first way, flexing it beyond where the PLA++ made it. When it finally gives up the fight, it’s a slow, unceremonious break. With the outer edge finally split, I’m able to flex the two ends until they touch, and even then the dogbone wouldn’t break in two.
You may notice a hand model swap at different points throughout the video – our lead engineer jumped in for a piece of the action – and the n-vent put up just as much of a fight for him. He bent the two halves back and forth several times before forcefully ripping them apart.
In the close-ups at the end of the video you can see the stringy infill of the n-vent print, the internal structure which kept the two ends hanging onto each other so well. In contrast, the standard black PLA shows a clean break – unsurprisingly – after the gunshot-like force by which it broke. The PLA++ shows an edge somewhere between the two – not stringy like the n-vent, but with a rougher edge than the standard PLA, due to the slower, bendy break it experienced.
In the end, the n-vent won out in overall toughness, with the PLA++ a close runner-up; though the PLA++ has a leg up in the “ease of printing” category. The standard PLA continues to be a favorite around the office and strong recommendation from our engineers to our users due to the fact that it prints so well and easily. For design and prototyping it does the trick – it’s only once you venture into working prototypes that require some strength or temperature resistance that you may run into issues with it.
In conclusion, each filament has different strengths that lend it well to different applications – it’s all about choosing the right one for your particular project.
Morgan Hamel
Blog Post Author

With the rise in popularity of low cost 3D printers for use in homes and small business many new printer designs have recently arrived in the market. The cost of ownership for 3D printers is coming down which is driving up access in new markets. With a customer base growing outside of engineers and tinkerers it is important that 3D printers must remain near 100% reliable with near zero failed prints due to mechanical and electro-mechanical malfunctions.
One of the leading causes of print failure is the filament feeding mechanism. By surveying the literature and leveraging our current experience in hardware development we have identified a gap in the knowledgebase for understanding the mechanics and operations surrounding the extruder drive gear commonly used on FFF type 3D printers.
We have found reliability of the filament feed gear is dependent upon three factors 1) amount of contact surface are between the drive gear and the filament, 2) depth of the gear’s tooth engagement into the filament 3) number of teeth engaged in the filament at any one time and 4) the direction of the force vector imparted from the filament drive gear into the filament. R&D at re:3D delved into this problem and below is result of their work.
Figures 1 and 2 below shows a 3D rendering of the filament drive gear “Jaws” that will be mounted to the shaft of a geared NEMA 17 stepper motor.
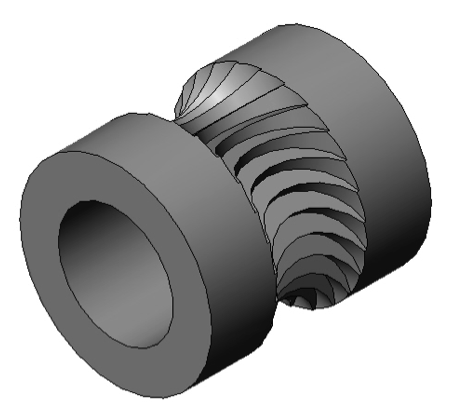
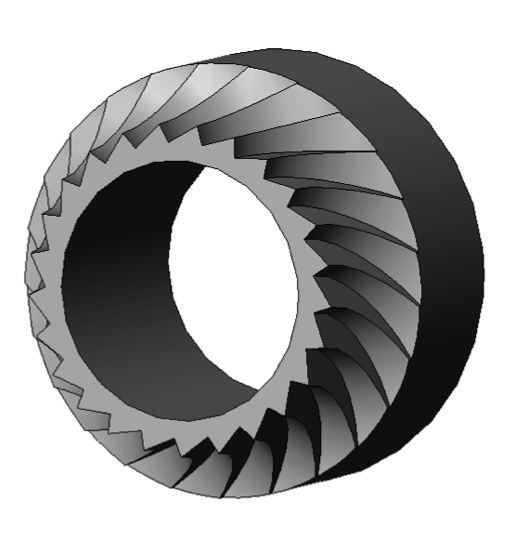
The Jaws filament drive gear is machined using a four axis Bridgeport CNC milling machine. In the design process our aim was to optimize the four variables stated above.

We are extremely excited to have optimized the design and manufacturing of this advanced filament drive gear for FFF style 3D printers. You can view a short video of the machining process on our re:Tech YouTube channel:
Stay tuned for part two in this series where we will perform data collection and force measurement in a real world application of the Jaws filament drive gear.
Matthew Fiedler
Blog Post Author
Are you ready for a new 3D printing adventure? Join the team! APPLY NOW