



Sometimes, you have a product that works, but there is a way to improve it to make it work better.
A few months back, we added a 4th axis rotary table to our mill at re:3D. It has allowed us to begin to capitalize on the full milling envelope of our machine, allowing us to mill as much as 8 times more parts per program cycle, and reduced the need for multiple operations on some parts.
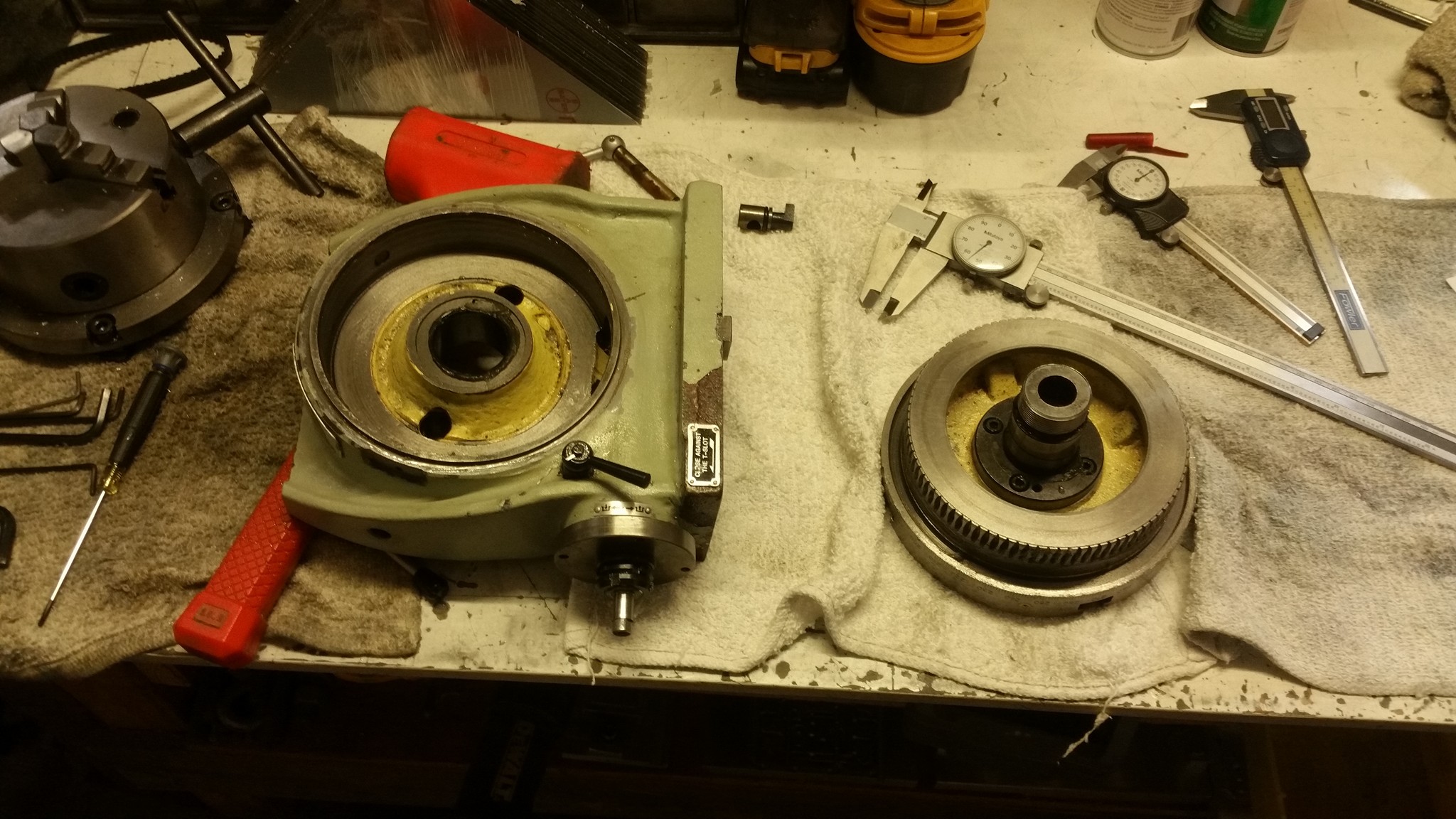
We quickly found a weak spot in our rotary table though. The table was designed without any seals to prevent shavings from entering the gearbox. As a result, we have had to disassemble the rotary table twice now in order to clean out aluminum shavings that had bound up in the worm gear. We decided this time, that we needed to find a solution for this issue, to keep our mill up and running longer between needed maintenance.
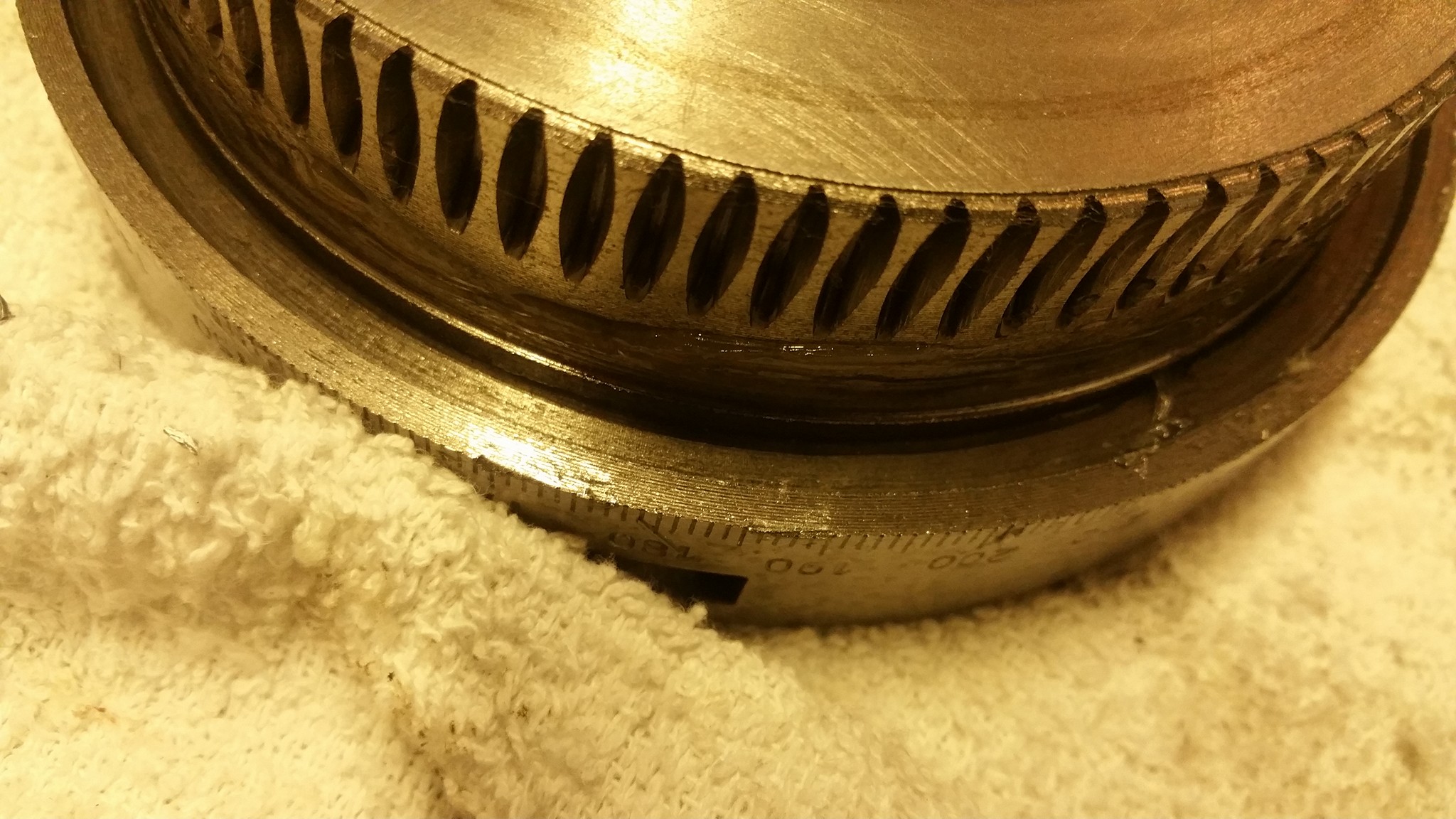
Once we had the rotary table apart, we found the area where the shaving were getting into the gearbox. There is a groove in the back of the table section, and a boss on the rotary body that rides inside the groove. But the fit between the two, once assembled, is very loose, and will allow anything smaller than .1 of an inch to pass through. Obviously we needed some type of o-ring, or gasket in order to seal this gap, without creating unwanted friction.
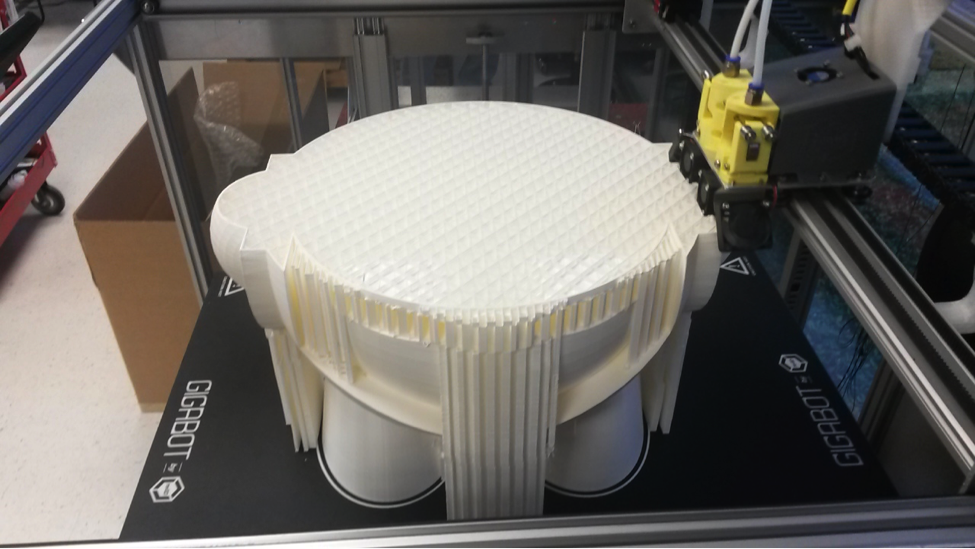
A few quick measurements, and Matthew headed to the computer to create a short profile on Solidworks, that would fill the gap. Using Ninja semi-flex filament from www.ninjatech.com, we made a first print of that profile on Gigabot, and took it to the shop to test fit. It was a little tight, so back to the computer to adjust a couple dimensions, and another short profile print. Once we had the right fit, we revolved the profile into a full circle on Solidworks, and 15 minutes later, we had a custom made flexible gasket that seals the rotary table from chips without creating drag on the axis motor.
We found a problem. We imagined a solution. And with Gigabot, we made it a reality today.
Now we are back up and running so that we can manufacture the parts for YOUR new Gigabot.
Happy Printing!
Steve Johnson
Blog Post Author


The driving force behind Gigabot being so large was printing objects at a Human Scale. But what exactly does that mean? In our view, Human Scale means items that are sized to be useful and helpful in everyday life. An example of this is a compostable toilet, which has been one of the prints that we’ve always considered to be of utmost importance. At this scale, furniture, as seen below, can be printed. Tables, lamps, and even low cost-prosthetics all fit into the idea of Human Scale Prints.


In addition to the Human Scale benefit of large format 3D printing, Practical Functionality is also a key aspect. For example, to scale models of engine parts, hand-held devices, toys, newly designed mechanical components, and so many more items are useful for sales and visualization purposes. When the model is smaller than the real-world equivalent however, it is difficult to fully appreciate tolerances, and nuances in design. With a large volume for printing, items that are full sized can be fabricated and used for fit-checks, actual function, and testing purposes.

With larger prints that are a single object, greater strength can be achieved. This is due to the perimeters encapsulating the entire object and passing loads throughout without disruptions in the path. The Infill that is inside also assists in taking the load and spreading it through the entire print and thus reducing stress concentrations. This allows prints to be very strong in compression, and to a lesser extent, tension. Depending on the infill percentages used on a print, the forces necessary to cause damage may be well in excess of what an average adult could exert.
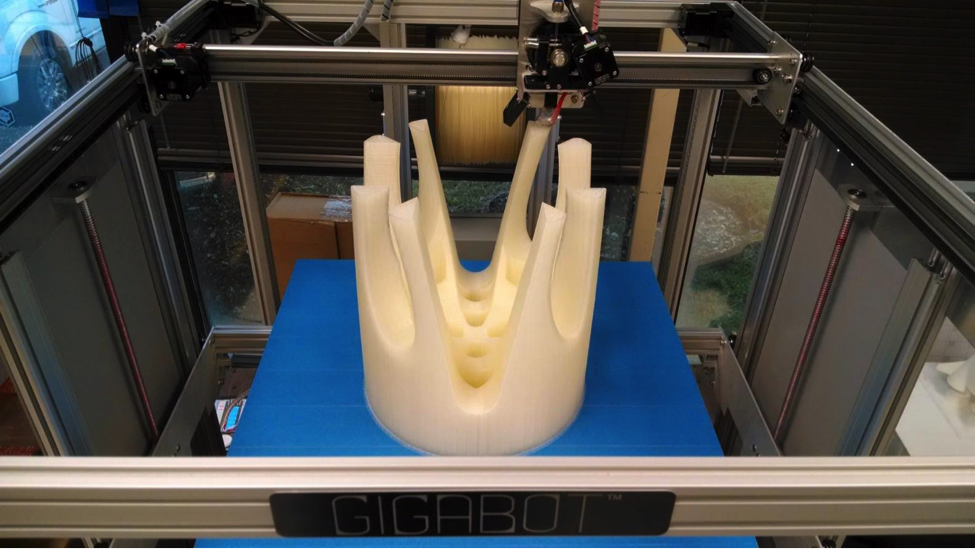
There are many instances where 3D printed objects are glued, melted, or mechanically held together to form larger pieces. One of the wonderful characteristics of having the ability to print in large format is that pre- and post-processes such as those can be eliminated. When printing smaller pieces for an item that will be assembled, there may need to be design work to add pegs and keys assist pieces in locking together. On the backend, using adhesives and other methods are time consuming and not always simple. The ability to fabricate a large object in one go helps to simplify the manufacturing process and save time.


Art is on area where 3D printing shines when scale in involved. So many more beautiful details can be expressed or replicated in a piece that is large. For example, there have been several artists who have made pieces over 20 feet long by incorporating 3D printing into their skillset. Sculptures of dinosaurs with incredible skin detail have been cast by a lost wax process after using 3D printed pieces as the base of the work. (A process, I like to call Lost Plastic instead!) Full size busts of persons have been printed as well as spaceship simulators and functional robots. The possibilities for creating new items is endless!


Keeping the bed of a 3D printer level is one of the most important aspects of getting a piece to be made well. Without proper leveling, corners may warp, objects may not stick to bed, and objects may have poor surface quality. This is true for any size printer, but it becomes more important when a larger surface is used. Imagine a 5 degree angle from one point of a bed plate to the other. If the bed plate was 15 inches long, the difference in height on the other side of the bed plate would be 1.31 inches. If the bed plate was 30 inches long, that vertical differential is now double at 2.62 inches which is much more dramatic. It demonstrates the importance of minimizing any angles and ensuring that the bed plate is as flat as possible

One of the most complicated parts of 3D printing is learning about all the settings that are involved with making an object. I’ve listed several here, although there are many more that can be adjusted for any print. Learning how to adjust these setting for new sizes takes a little bit of practice and can make all the difference between a nice print and a great print.
With smaller prints the number of Solid Bottom and Top Layers is typically two or three, depending on the infill percentage. Usually a decent number is about 15% which gives a nice structure inside the print and means that the solid layers will not sag very much when being printed on the infill. With larger prints, however, infills can at times be down to 1-2% leaving up to an inch between supporting infill. The first solid layer will usually droop between these sections and the next layers may not have good finishes. Increasing the number of solid layers will allow the print to have a much nicer finish as the bottom layers support the ones after them.
The number of perimeters typically also increase with an increase in print size. Having this number go up allows a print to be stronger and more rigid. It also allows for more surface area for the higher layers to print on. Where there are steep angles, this helps to provide a betters surface finish.
As mentioned before, infill density typically decreases when print size increases. This help in several ways: it reduces the final weight of the print, reduces the amount of material used, and reduces the print time. It is also not necessary to have such a high infill when the number of perimeters and solid layers has gone up, as much those characteristics help to strengthen the piece.
Layer height is one of the settings that is changed when trying to affect the surface finish. However, it can also be used to decrease print times. Doing so will lower the print quality, but not by a noticeable amount. Typically most printing is set at a default layer height of 300 microns which produces smooth surface finishes, but the layers can be seen. Most folks don’t mind this finish as it is a nice compromise between time and quality. However, for rough prototyping, or surface finishes that will be post-process, the layer height can be increased to save time.
Since overhangs may be much more pronounced in larger models, there will be new instances where support may be needed where it was not needed in a smaller model. Luckily, most slicing software is smart enough to calculate where support is necessary, so this does not impact the user much, but it is an aspect to take into consideration when looking at material usage and print times.


As mentioned previously, there may be instances may be necessary on larger models where it may not have been necessary on the same smaller model. For this reason, much more support is typically seen on larger models. Not only for features, but also due to the size of the print itself. A very tall print with many overhangs would require significant support structure to make sure it prints well. This will also impact the post-processing time as there will be more material to clean off.
Imagine a 1 inch cube took about 10 minutes to print. Using the same settings, if that cube was made to be 2 inches, it would take (at a minimum) 8 times longer to print! The time that the nozzle would have to travel each side would double and the number of layers needed would double which would can be expressed mathematically as 2 x 2 x 2 = 8. Of course, settings can be changed to decrease infill, change layer heights, change the number of perimeters and solid, layers to help make these difference smaller, but the curve would follow the trend that as a print gets bigger, the longer it will take to complete. User are typically exposed to prints that are a few hours long on smaller printers, but on lager ones, print times can span days! That’s a major difference!


A lot of spools come in 1 lb or 1 kg quantities. This is sufficient for small prints, but can be consumed on the first few layers of a larger print! The largest spools we stock at re:3D are 15 lbs. These massive amounts of filament allow us to print very large items without much thought with regards to running out of filament. It still does happen however, and it is one of the things that must be considered when starting a multi-day print. Since our software does allow for filament change-out, it is not a big ordeal to swap filament mid-print, but it does slow down the production process, and it needs to be planned for. As prints go into ever-longer territory, the potential for running out of filament is one of the manufacturing spaces that must be considered.

We’ve explored some of the benefits and considerations of 3D printing large objects. While the list is by no means exhaustive, it does provide an insight into some the areas where new learning is required and it definitely showcases the great possibilities that are unlocked by an expanded creative volume. Hopefully this provides some insight on what is involved with large prints and we’d be happy to hear your feedback and answer any questions.
Catch you on the next layer!
~Type 1 Ernie: re:3D Ops Man
Ernie Prado
Blog Post Author

If you find yourself staying at a hotel in the San Francisco Bay Area, there’s a good chance you may see a new face wandering the halls. His name is Relay, and he’s the friendly service robot who will be back…to deliver you that toothbrush you forgot at home.
Relay is the brainchild of Savioke (pronounced Savvy-Oak), a young robotics startup aiming to bring service robots to industries like hospitality, offices, and healthcare.
Currently in several different hotel chains around the Bay Area, Relay is freeing up his human coworkers to do the kinds of things robots can’t (yet), while he takes care of things like room deliveries (and cracking jokes or taking selfies, if you’re so inclined).
Adrian Canoso is Head of Product and Design at Savioke, and he’s been with them since the start, through the long road of testing and prototyping to get Relay to where he is today.
“We take for granted that we don’t bump into stuff – normally — when we walk around,” he explains. “From a robotics perspective, that’s a lot harder to do.”
With safety at the core of the product, Savioke had to ensure that Relay was able to maneuver through spaces with not only stationary objects, but also us unpredictable humans. A big part of this, Canoso explains, is rooted in peoples’ ability to understand Relay.
“When people look at robots and robots aren’t communicating in the right way, they might think it’s creepy, because they don’t know what it’s thinking,” he says.
What this translates into is a lot of research and focus on design. From Relay’s touchscreen face which always tells you “who he is, what he does, and what he’s doing,” to the slight upward curve underneath his screen which forms his smile, every detail has been carefully thought-out.
“These little things came out of a ton of research that we had done in the past,” Canoso explains. “We’ve worked really hard to make sure we came up with a really simple way for Relay to communicate what he’s thinking. That helps people to empathize with [him].”
This empathy serves the dual purpose of helping people to become comfortable around the new robotic face, as well as aiding Relay in his tasks. His “pet-like form,” for example, helps Relay to easily enter elevators – people will hold the door for him, because, as Canoso puts it, “He looks kind of cute.”
And it’s true: from the friendly sounds he makes, to the happy dance he does when you give him a good rating after a delivery, Relay is a decidedly good-guy bot.
“That’s at the center of our product: making sure that people feel comfortable around our robots,” says Canoso.

As a young startup with an in-development product, Savioke needed the ability to prototype rapidly and often. As anyone who’s been in this position can attest to, options for young, often cash-strapped companies can be limited and far from ideal.
“We didn’t want to have to force ourselves into low-volume manufacturing,” Canoso says.
He explained that the options they faced for prototyping were between vacuum forming or high-end 3D printing services that were prohibitively expensive.
“From a workflow perspective, we needed speed, and if we had to go with another vendor – an external source – for making these parts, I think cost would’ve been just way too prohibitive,” he recounts. “We wanted to make sure that we were iterating in-house on almost a daily basis.”
With the form of their robot in near-constant evolution, they needed the ability to stay nimble from a design perspective.
“We wanted to make sure that we were doing one-offs…committing to tooling at the time just didn’t make sense at all from a financial or time-frame perspective,” he explains.

Canoso’s past with 3D printing stretches back to grad school where he got his feet wet with a high-end, industrial 3D printer.
“It was pretty cool to use that to prototype projects that I was working on, but the problem is that it was really time-consuming, really expensive.” He recalled the beauty and also frustration of working with the high-quality, powder-based 3D printer. “You’d go to grab your model out of the printer and there’d be nothing there because there was some error in the mesh.”
At Willow Garage, the robotics research lab out of which Savioke was born, they had a similar 3D printing setup to Canoso’s university experience.
“We had a lot of resources at the time, so we could afford to get a really expensive printer, and we thought that was a good choice.” But Canoso explains that the process was time-consuming, parts took a lot of post-processing to get a good finish, and oftentimes they would warp.
“It turns out,” he says, “that as an industrial designer that’s doing a lot of prototyping, FDM is actually a really great process.” From the material options, to limited post-processing and minimal warping, they found it to be ideal for robot prototyping.
At Savioke, they began the prototyping stage with foamcore, ultimately graduating to CAD and 3D printing when they began to nail down the design of the robot. When they outgrew the build volume of the desktop printers they were using, they began searching for something that could accommodate the two-foot-plus-tall shell of their robot.
“That’s when we saw the Gigabot show up on Kickstarter,” Canoso recounts, “and we were like, ‘Oh my God, that’s really what we need.’”
For the first batch of prototypes for hotel pilots, Savioke used Gigabot to print the full outer torso panels of the robots, achieving a final-manufactured look through some in-house post-processing. “The impression we consistently got is that we used a more elaborate process,” Canoso commented.
They also use Gigabot to print the entire bottom portion of the robot: a top and bottom piece which encase the mechanical base. “Those pieces were printed in one shot, which was awesome,” Canoso remarks. “[Gigabot] allowed us to just iterate as fast as we needed to.”
To date, Savioke has completed over 15,000 fully-autonomous deliveries, and is expanding to more hotels in the coming months.

Morgan Hamel
Blog Post Author
Are you ready for a new 3D printing adventure? Join the team! APPLY NOW