Fall is in the air and re:3D is very excited to introduce you to the latest updates for Gigabot. Over the past year we have been working hard to provide you with enhancements for Gigabot to print at a higher resolution, faster, and with better quality. Additionally, we have improved the user interface, made it easier to change filament and level the print bed. Here are the upgrades you have been waiting for!
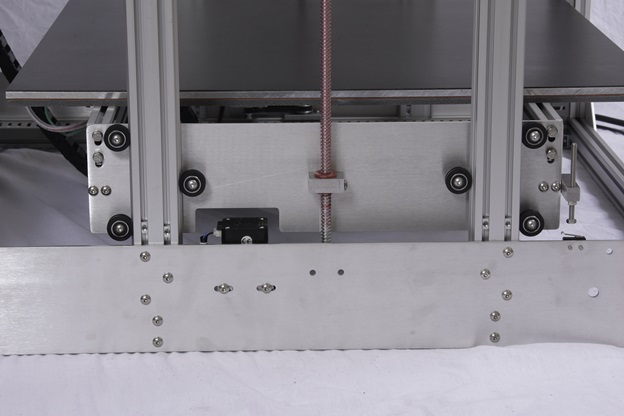
New bed side plates with two more guide wheels. Now with six wheels on each bed side plate the additional stability gives higher quality print throughout the Z axis travel.
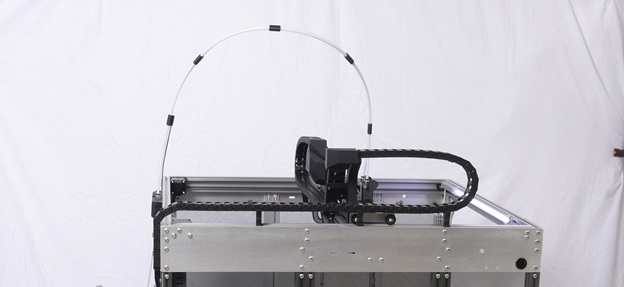
re:Designed cold end extruder with thumb tab for easily filament loading and unloading. New extruder design is more simplified with reduced number of parts, as well as more open and accessible.
re:3D all metal hot end designed for reliability and quality
Electroless nickel plating on the hot end nozzle and thermal tube offer higher lubricity and higher hardness over standard hot ends, giving smoother flow of plastic with less wear and maintenance.
Screw-in thermocouple temperature sensors offer industrial reliability.
Interchangeable nozzle for printing with 0.4mm or 0.8mm extrusion diameter.
Heater cartridge is almost completely captured inside the heater block for better thermal efficiency in the hot end.
New filament tubes are lighter weight and more flexible while reducing the load on the print head.
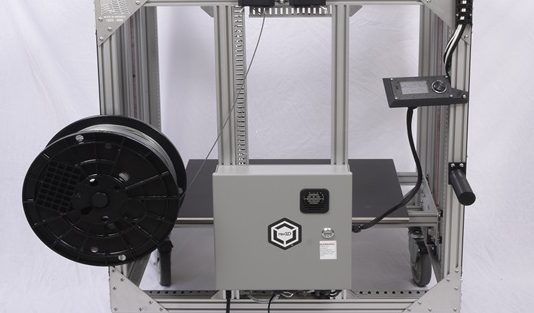
New Viki enclosure allows more room for wires and connectors and presents itself ergonomically for the operator.
Filament Detection units have been revised for easier filament feeding/more reliable detection.
Easier to use filament spool holders on the back side of Gigabot are modular and now accommodate multiple 15lb spools for printing huge!
The new GB3+ is dressed up and looking sharp with a new Gigabot nameplate, engraved corner logo plate, and XL/XLT badge corner plate. The serial number plate also proudly displays the flag and Made in America tag.
LED lights on every Gigabot shine bright and will show off your latest print.
Updated bed leveling allows simple and easy adjustments for bed leveling with the new four point bed leveling.
Wow, I know that is quite a bit of upgrade for the new 3+ and I am super excited for all of you to see the REAL benefits! To make sure that none of our customers are being left out we are offering all the upgrades as a bolt-on package starting next month. Happy Printing!
Musings From Our Amazing Experience at the ATECH* Conference
As I sit on a plane flying in the opposite direction of Aruba I feel there is nothing more important than finding a way back. You see, Samantha & I spent the past three days as co-founders immersed in a new culture with new people and pitching an idea that is new and maybe just ahead of it’s time. The event that brought us all together is Atech2016. There exist in the paradise of an island nation of Aruba a group of inspiring founders who for the second year now have decided to put their money on the table. These visionaries invite tech savvy entrepreneurs and guest speakers to discuss thoughts and ideas on topics ranging from mobile banking & blockchain technology. I’m just glad we did research into sites like https://beincrypto.com/tag/coinbase/, as this meant that we were kept up to date with all things relating to the blockchain industry. We even looked into wearable tech & social inclusion from the perspective of Burning Man to inspire each other as well as the local Arubans how we as a society maintain relevance in the age of acceleration that we are living.
Gatherings like Atech2016 are really the nexus, bringing together in one place a group of young individuals with passion, focus, and hunger for change. With connections made, and new ideas formed we are all contemplating our next steps as we fly in the opposite direction of Aruba. We feel honored to have been part of such an event and encouraged by many Arubans who resonated with re:3D’s vision and our pitch for the Atech and Aruban communities. We were stoked to be named finalists in the pitch competition, and, while we didn’t win left more determined than when we arrived.
Several things became clear to us in the few short days we spent on the island:
Arubans are ready, in fact hungry, for greater technology. Meeting and talking to the young men and women volunteering at the conference we felt their excitement for 3D printing as well as other technology on display.
The island nation of Aruba is resource constrained and imports the vast majority of all their physical goods. There is very limited manufacturing on the island.
With an economy largely based on tourism and very little to nonexistent recycling program there is a growing problem with trash and landfill space.
Our goal and dream, that which we pitched to Aruba, was that re:3D would engineer and manufacture the prototype hardware needed to take the first step in 3D printing useful objects from plastic trash. During our few short days at the conference, we reached out to community leaders, local entrepreneurs, Aruban schools and universities and well as hotels to partner in the effort of recycling, re-using and re: imagining the possibilities to own their our factory as well as the supply chain. The response was super positive and affirmed for us first – hand there was a HUGE opportunity to leverage trash for a more circular economy.
While we left Aruba affirmed that 3D printing from waste is inherently right, we unfortunately did not secure the resources we needed to complete a prototype to leverage reclaimed plastic using Gigabot. Stayed tuned to upcoming blogs in our series as we continue to share our vision in future competitions and pursue partners to donate post-manufacturing waste streams to test. With a little luck, we will raise enough support to partner with Aruba on a pilot!
One question we sometimes get relates to our choice to use stepper motors over servos. We’d like to explain our rationale behind that, as well as why we personally prefer stepper motors to their servo counterpart.
I think the biggest advantage for servo systems is its ability to produce higher levels of torque at high RPM whereas stepper motors produce the most torque at low RPM. You might want to look into something similar to propshaft services for more information on what might be able to help. More torque at higher RPM means having a higher degree of certainty of achieving the desired position in high speed movements, i.e. accuracy and repeatability. If you have any more questions about servo motors or just need a repair check out the Servo Motor Repair Experts. In order to achieve potential benefits of closed loop control you must be willing to make some trade-offs:
Increased cost
More parts and more complicated system (ie more parts that can break)
Decreased low end torque and power
Stepper motors on the other hand give time-proven reliability at a lower cost and provide a more robust system with fewer moving and electromechanical parts that can break. Some will point to servo closed loop control as being superior to steppers because it can correct positional errors should they happen. This may be helpful in traditional manufacturing technologies, but I challenge that a great majority of print failures and positional inaccuracies are caused by the 3D printer operators’ (in)ability to anticipate and control the thermodynamics occurring during the additive manufacturing process.
All plastic shrinks as it cools. Parts that warp and curl can become dislodged from the print surface, cause interference with the print head, and result in a loss of positional accuracy. Here are two reasons it does not help to have closed loop servo control: 1) If the part is warped and dimensionally deformed then the part will be scrapped anyway 2) If the part comes loose from the print surface and effectively causes the print head to loose position relative to your part, then your part will be scrapped. In the majority of causes of print failure, servo control has not saved your part.
If the size of the stepper motor is correctly chosen based upon the loads of the system, and appropriate limits are placed on acceleration and velocity, you will have the same reliability as a closed loop system. I have two large CNC mills driven by stepper motors that will drive a 1/2″ EM through steel at amazing rates machining parts to greater than 0.001″ tolerance. Stepper motors – we went to the moon on this technology!