It’s been a while since we’ve shared the progress being made by re:3D’s engineering team – June 2023, to be precise. But with the move of our headquarters from Houston to Austin (Texas) underway, it seems like a good time to take stock of where we are and where we’re going in the figurative sense as well.
The Gigabot FFF (Filament) Platform
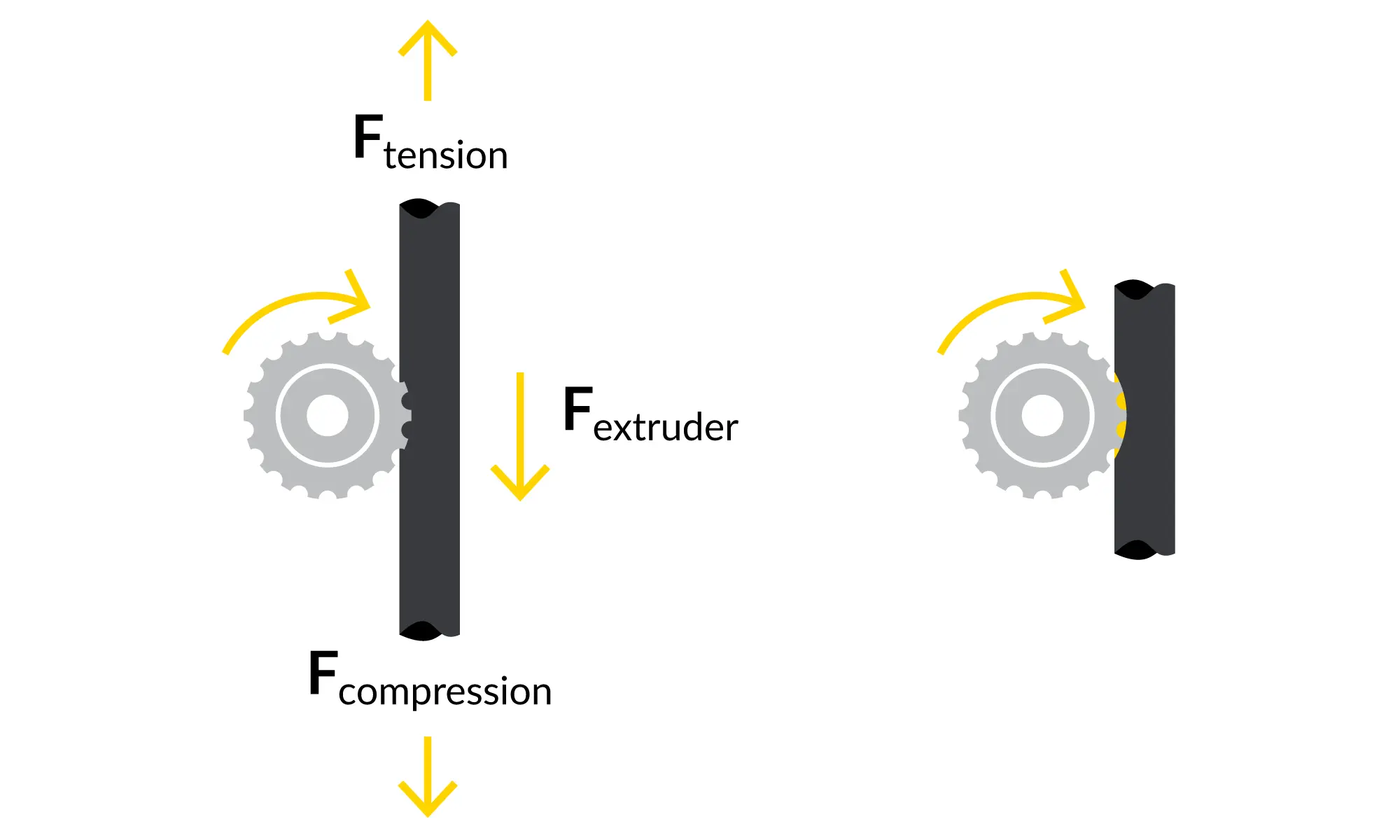
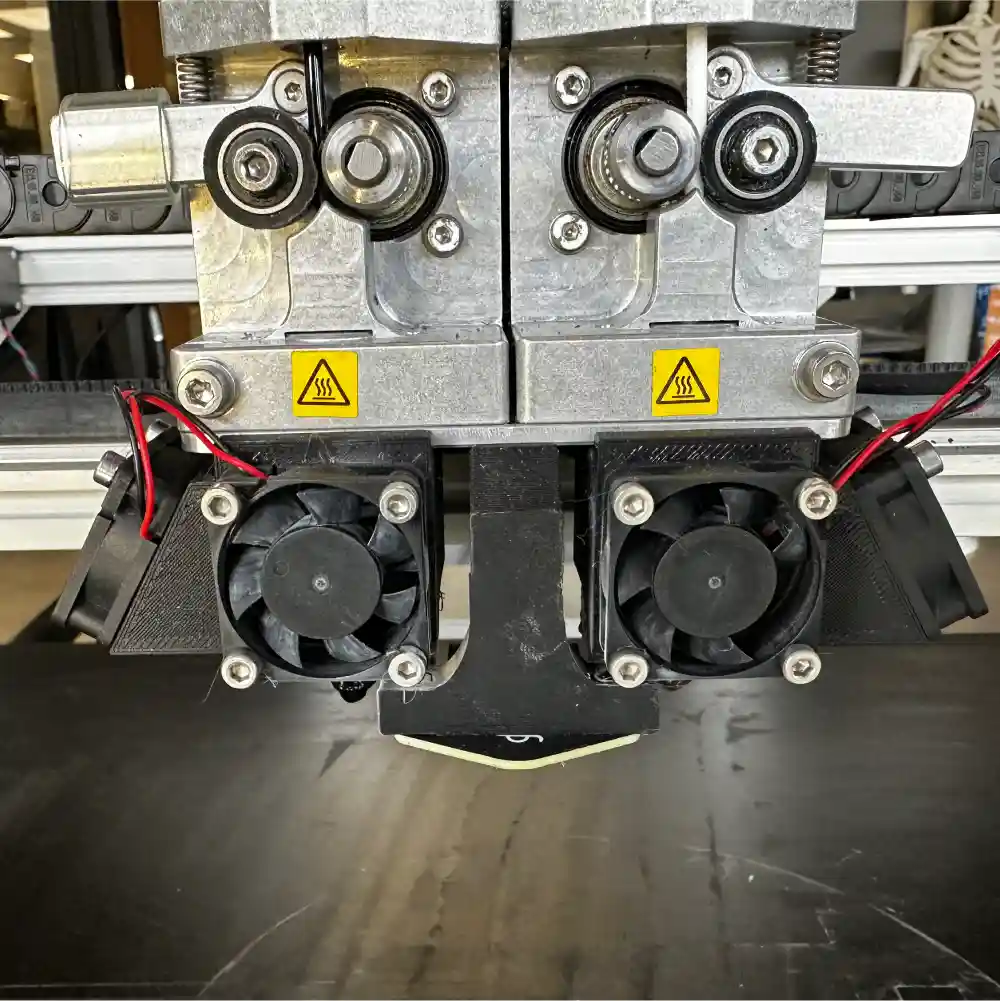
re:3D took an intense look at reports of “filament grinding” submitted by our Gigabot user community, taking input from all the spheres within our company. It turns out that “filament grinding” means different things to different people, so our first step was to agree on a common lexicon and definition. We landed on a concise problem statement: “Customers experience poor extrusion performance due to the extruder gear removing material from the filament, “ which captures multiple causes and failure modes or symptoms. The engineering team evaluated, modeled and tested printer components all along the filament path – beginning at the spindle holding the filament spool down to the exit of the extruder nozzle. While recognizing that every user can encounter unique challenges and edge cases, this exercise ranked potential root causes and recommended optimizations in printer slicing parameters and specific improvements in the extruder manufacturing process. We expect these internal improvements and updated slicer profiles to improve overall reliability and print quality.
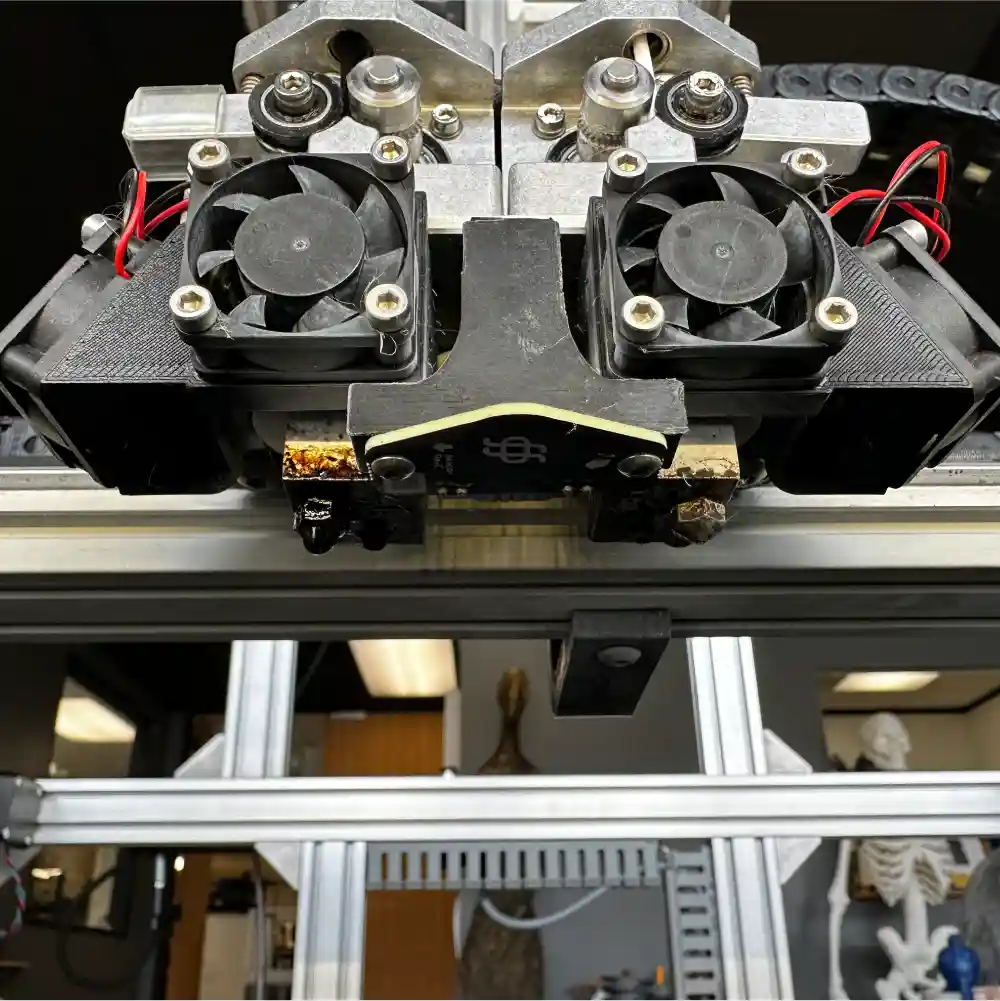
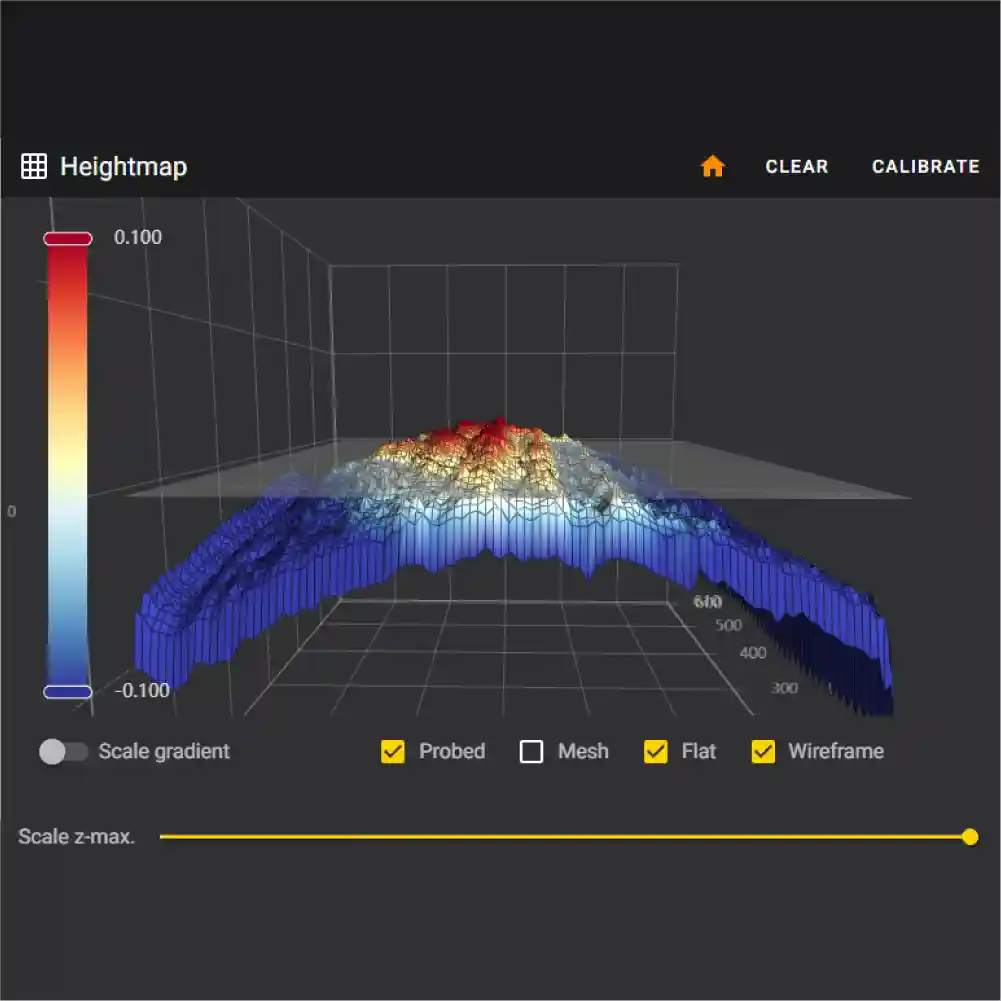
During check-ins with our customers, we also receive a lot of interest in “automatic bed leveling” – another phrase that can have multiple meanings. We have incorporated an inductive sensor into the Gigabot’s extruder assembly and integrated the necessary software to allow the sensor to quickly map variations in the print bed surface and compensate the z-axis in real time to maintain a uniform nozzle-to-bed distance. This “bed mesh compensation” approach can yield exceptional first-layer results, even on a warped or non-trammed print bed. Our software team is working with the sensor manufacturer to improve the interface and provide a quality user-experience within the Klipper environment. After we finish mesh compensation development on our R&D and internal production printers, we’ll invite the user community to apply to beta test this new feature.
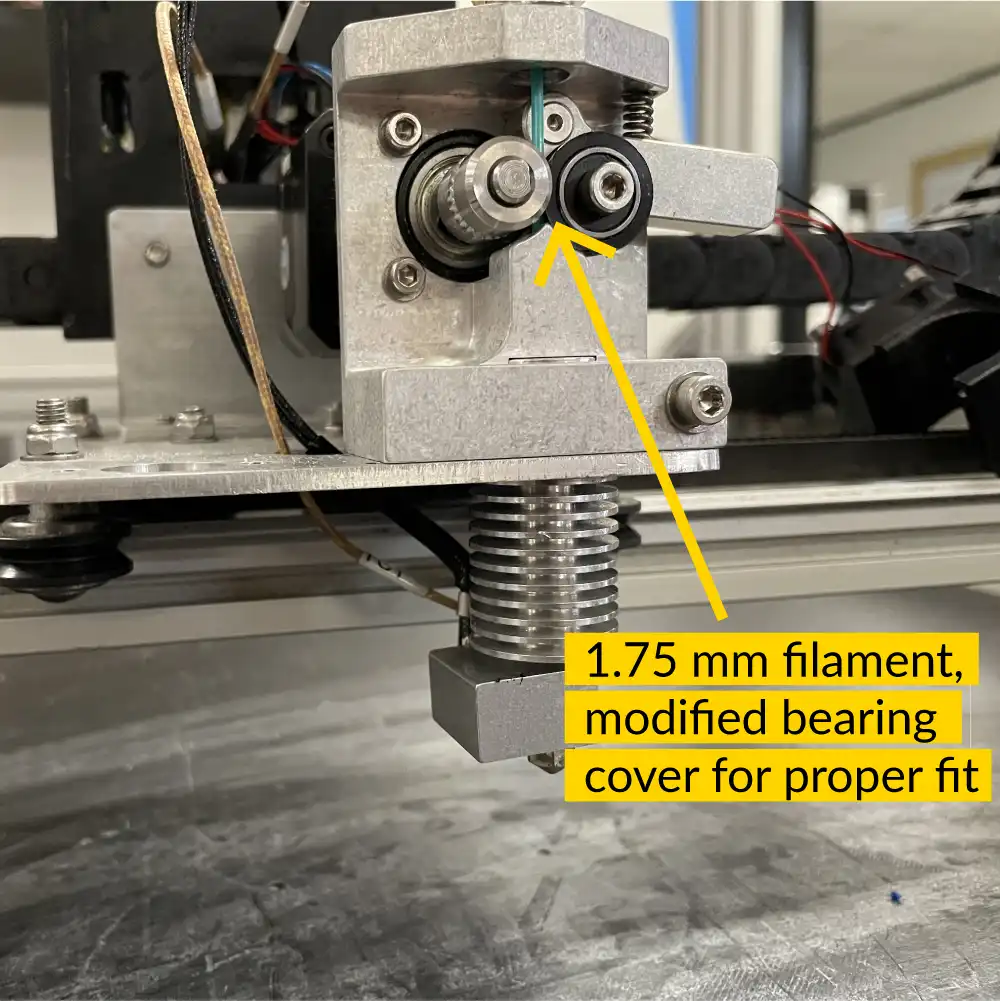
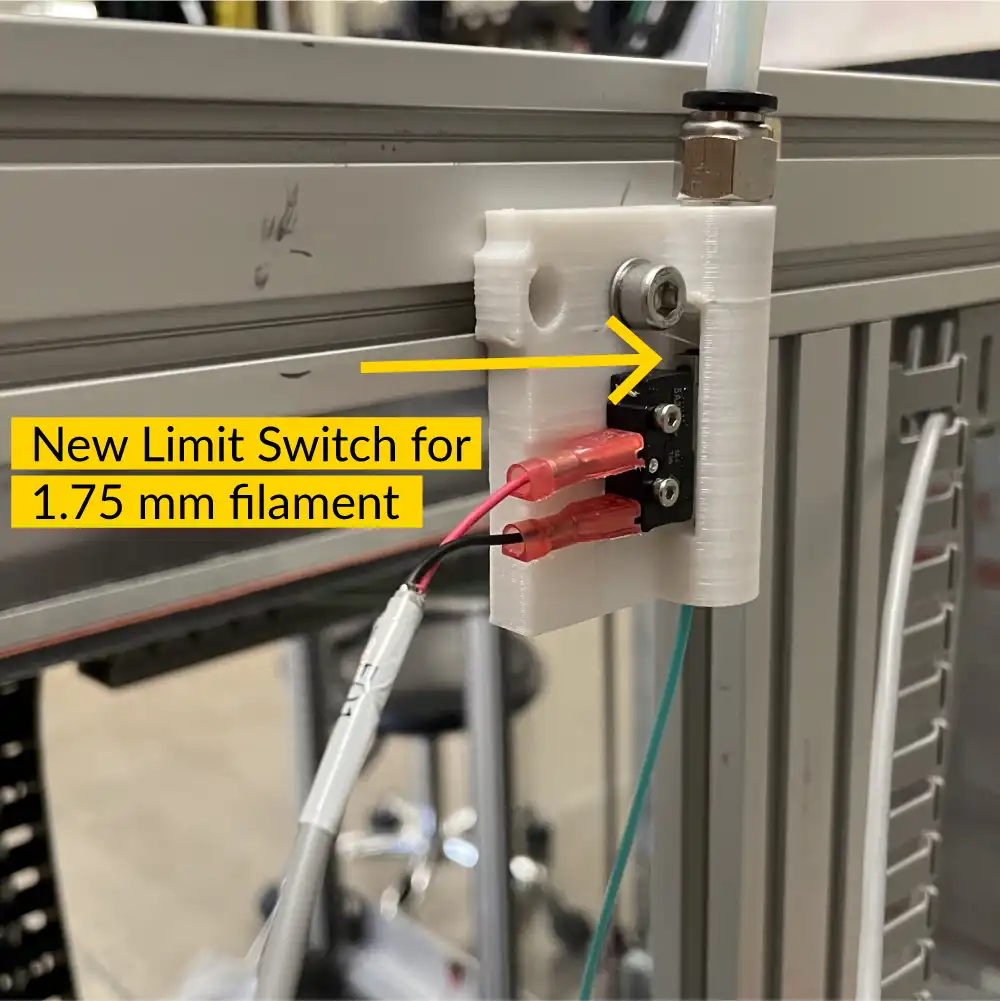
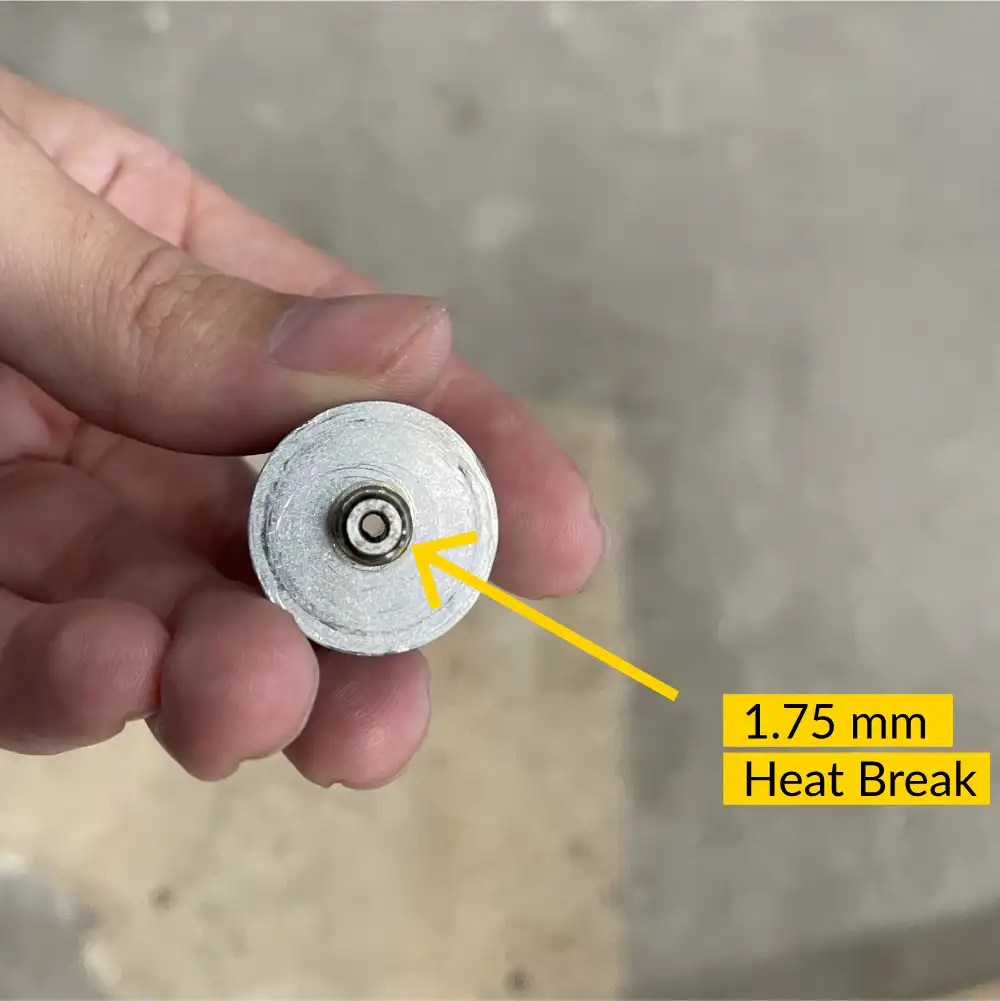
Our user community has also expressed a desire for a 1.75mm diameter filament option for re:3D’s Gigabot printers (where our extruders are designed for 2.85mm diameter filament.) In response, we have designed and are testing a conversion assembly to accommodate the smaller filament. The design has been tested for over 300 hours using a variety of filament materials – including flexible filament. It will soon be released as a kit which can be installed by users in the field.
The GigabotX FGF Platform

Specific to re:3D’s FGF platforms, the engineering team has focused on improving the performance and reliability of the extruder assembly. The standard ⅝” compression screw has remained unchanged, but the active feeding mechanism (i.e., the ‘crammer’) is getting a full overhaul. Feedstock with poor flowability such as coarse or lightweight plastic regrind and some TPU/TPE resin pellets can have difficulty flowing from the hopper to the extruder via gravity. The crammer provides an auxiliary auger to force these materials into the extruder body. The new design allows for higher and more uniform throughput, and increases reliability by using a stainless steel auger and machined components. Photos and design details, as well as a link to apply to be a beta-tester, are posted here on our User Forum.
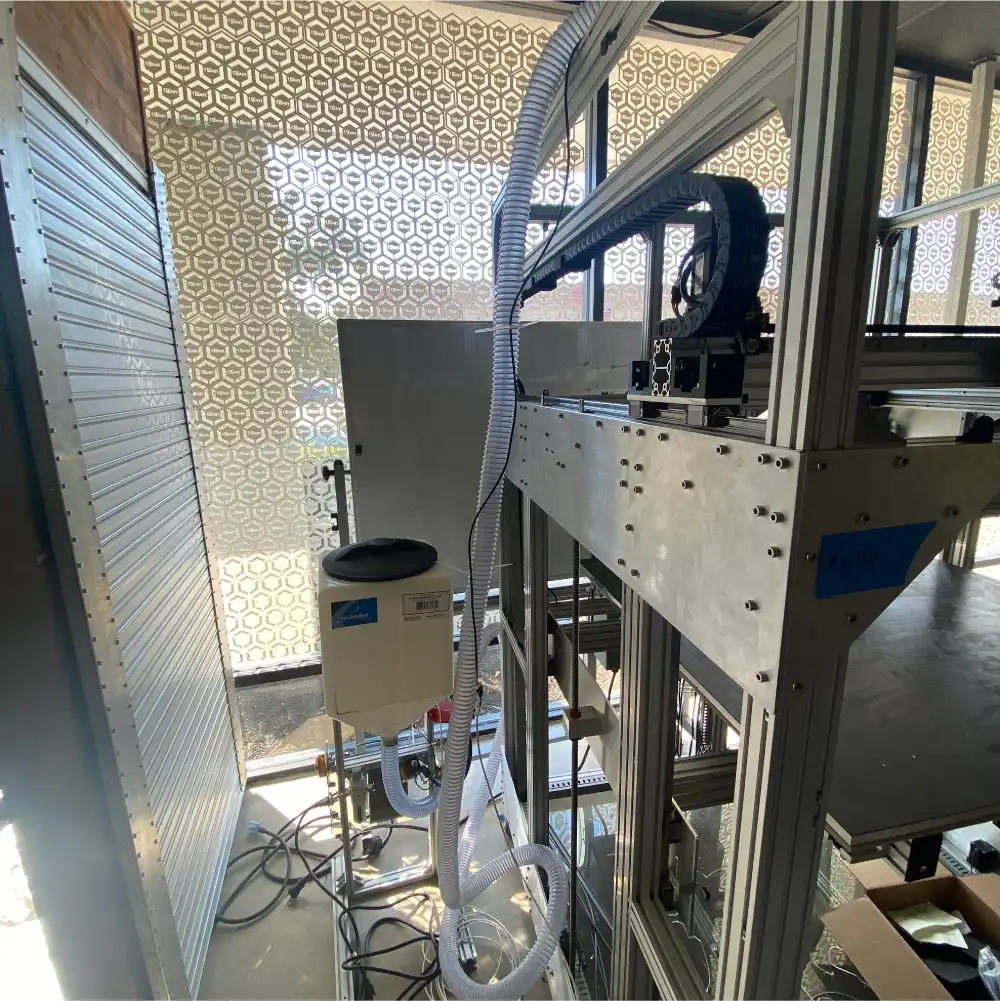

In conjunction with the new crammer design, we have been testing an “autoloading” system to supply feedstock from a floor-mounted hopper rather than our normal top-mounted hopper. This system uses compressed air to drive an eductor which pulls and pushes the feedstock into the printer’s extruder via flexible tubing. A detection unit is mounted at the extruder which detects when the feedstock needs replenishing and triggers the compressed air to transport additional flake or pellets. The autoloader is currently being tested on a TerabotX which will be delivered in one of our Gigalab projects. It can operate as a stand-alone system or interface with the Archimajor control board and Klipper firmware to automatically pause printing if a feedstock delivery error is detected.
Other efforts underway include designing a more robust coupling mechanism between the extruder motor and the extrusion screw, installing a fourth heating zone to better control the nozzle/die temperature, and a deep-dive investigation into part-cooling for the GigabotX.
Software/Firmware
We are pleased to announce the upcoming release of Klipper Stack v0.5.0. This update represents a significant commitment to enhancing backend operations and ensuring our technology aligns with the latest developments within the Klipper community. Our focus on these upgrades positions us well for the introduction of innovative features in the future.
In pursuit of refining the user experience, we have streamlined the machinery setup process, enabling more rapid and efficient configurations. Enhancements include the introduction of prompt menus for various commands and adjustments to the location and visibility of the emergency stop button to reduce the risk of accidental activation. Furthermore, we have addressed and fixed specific issues such as the omission of certain characters and the disappearance of the virtual keyboard on touch-screen devices after each keystroke, ensuring a smoother and more reliable interaction.
This version also introduces a suite of new features and configuration adjustments. Highlights include the introduction of the ‘exclude objects’ module, which offers the flexibility to remove specific models from multi-model prints directly from the gcode mid-print. The ‘gcode arcs’ module expands movement options beyond the basic G1 move, incorporating G2 and G3 moves for enhanced precision. Furthermore, we have eliminated the homing sequence prior to resuming prints, addressing the issue of potential layer shifts on models.
These enhancements and fixes are part of our ongoing commitment to providing a robust and user-friendly platform, setting a solid foundation for future developments. The update is scheduled to release within a month.
Internal Processes
Internally, the engineering team is implementing processes reflecting re:3D’s ethos of being responsive and transparent to our community. Our engineering change and design processes are maturing to better engage internal and external stakeholders from the beginning of problem identification and requirements definition through operational release and ongoing support. These changes will help focus our resources on those efforts which will have the greatest impact on customer success and map the work against product roadmaps which have been developed to guide the engineering team over the next 12-18 months and beyond. And as an open-source hardware company and proponents of open science, we will be increasing our efforts to share as much of our learnings with the additive community as possible. This includes making our material testing protocols more robust and aligned with industry best practices and hosting an international, monthly FGF Users Group virtual meetup open to anyone interested in printing with pellets or flake.
And More…
Other activities have included improving the printers’ electrical systems and enclosure design. The team also continues to optimize printer software profiles and investigate additional slicing programs available for filament and pellet printing. Finally, additional variants of re:3D’s Gigalab will be presently fielded for evaluations – demonstrating that it is possible to turn waste plastic into usable parts at the point of need through additive manufacturing.
Look for release schedules and more details on all of these engineering initiatives in the coming months. We’ll be sharing via our mailing list, through blog posts and on the re:3D Community Forum.
Stay tuned, and Happy Printing!
Patrick Ferrell
Senior Engineer