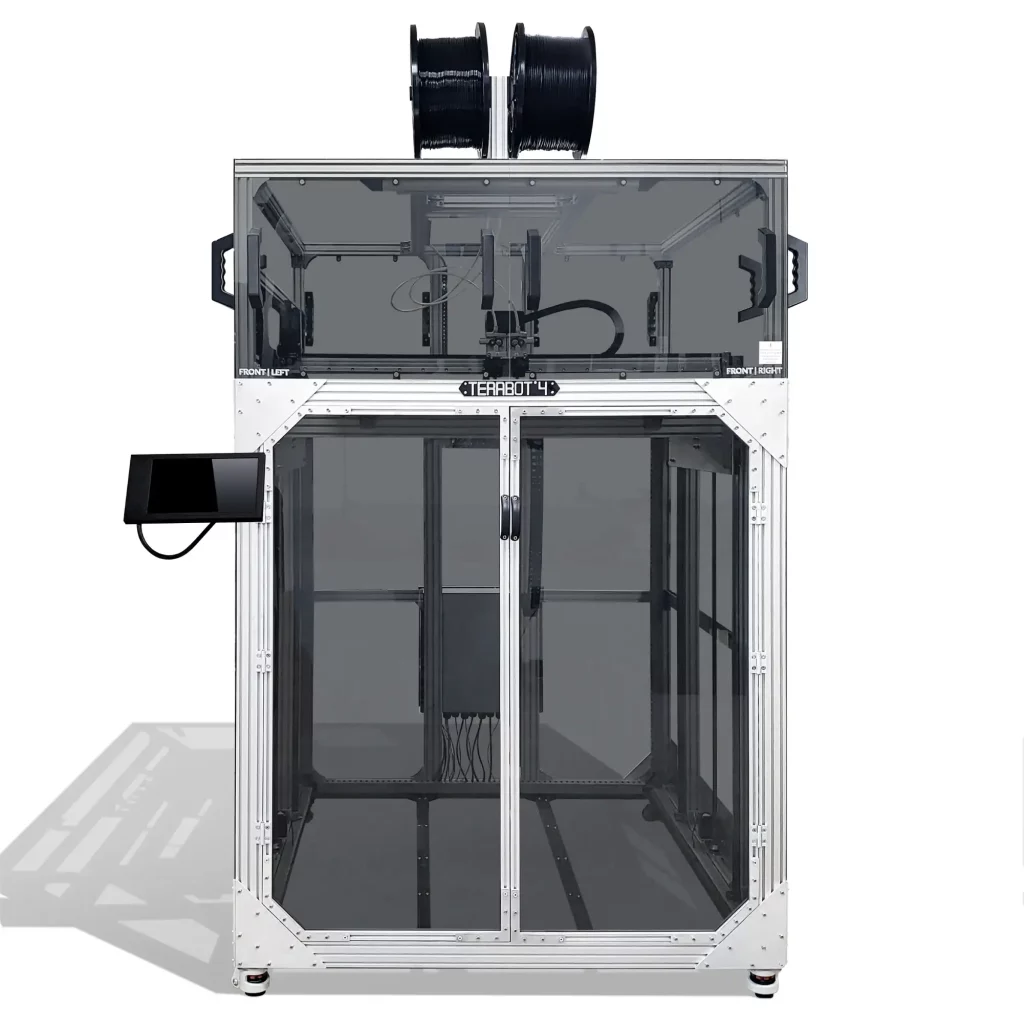
Gigabot 4

All-Metal Dual Extruder
Out of Filament Detection
4 Point Bed Leveling
NEMA 17 Stepper Motors
0.5" Aluminum Heated Bed
with PRINTinZ
Wheeled Platform
Full Color 10"
LCD Touchscreen
with Mainsail for
Klipper interface
Optional Enclosure with
Removable Panels
32bit ArchiMajor Control Board
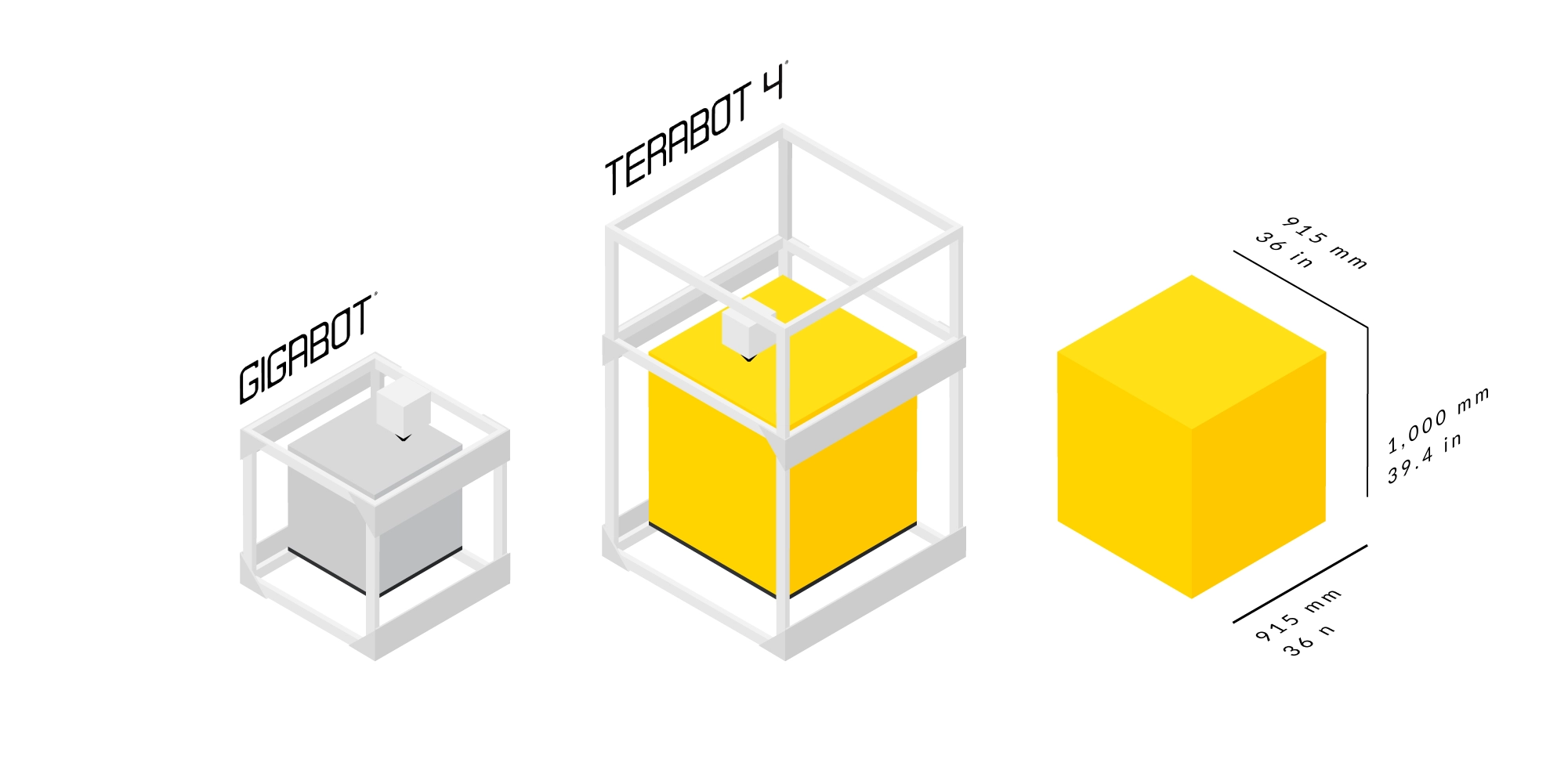
Gigabot 4 3D printer is supercharged with industrial strength components at an affordable price point. This massive FFF 3D printer manufactures human-scale objects with a build volume up to 30x larger than desktop 3D printers.
The all-metal dual extrusion system enables 3D printing with thermoplastic filaments that melt below 320ºC, Gigabot 4’s all-metal hot end opens the door to a wider variety of 3D printing materials, including both high-strength and heat-resistant plastic as well as recycled filaments and composites.
Your open-source industrial 3D printer is powered by a 32bit Ultimachine ArchiMajor control board and Klipper firmware run on a Raspberry Pi. Access Gigabot controls via the Mainsail interface on either the 10” LCD touchscreen or a desktop or mobile web browser.
Hand-crafted in Texas by team re:3D to highly precise standards, your Gigabot 4 3D printer is modular, upgradable and backed by Lifetime Customer Support.
Technology
FFF
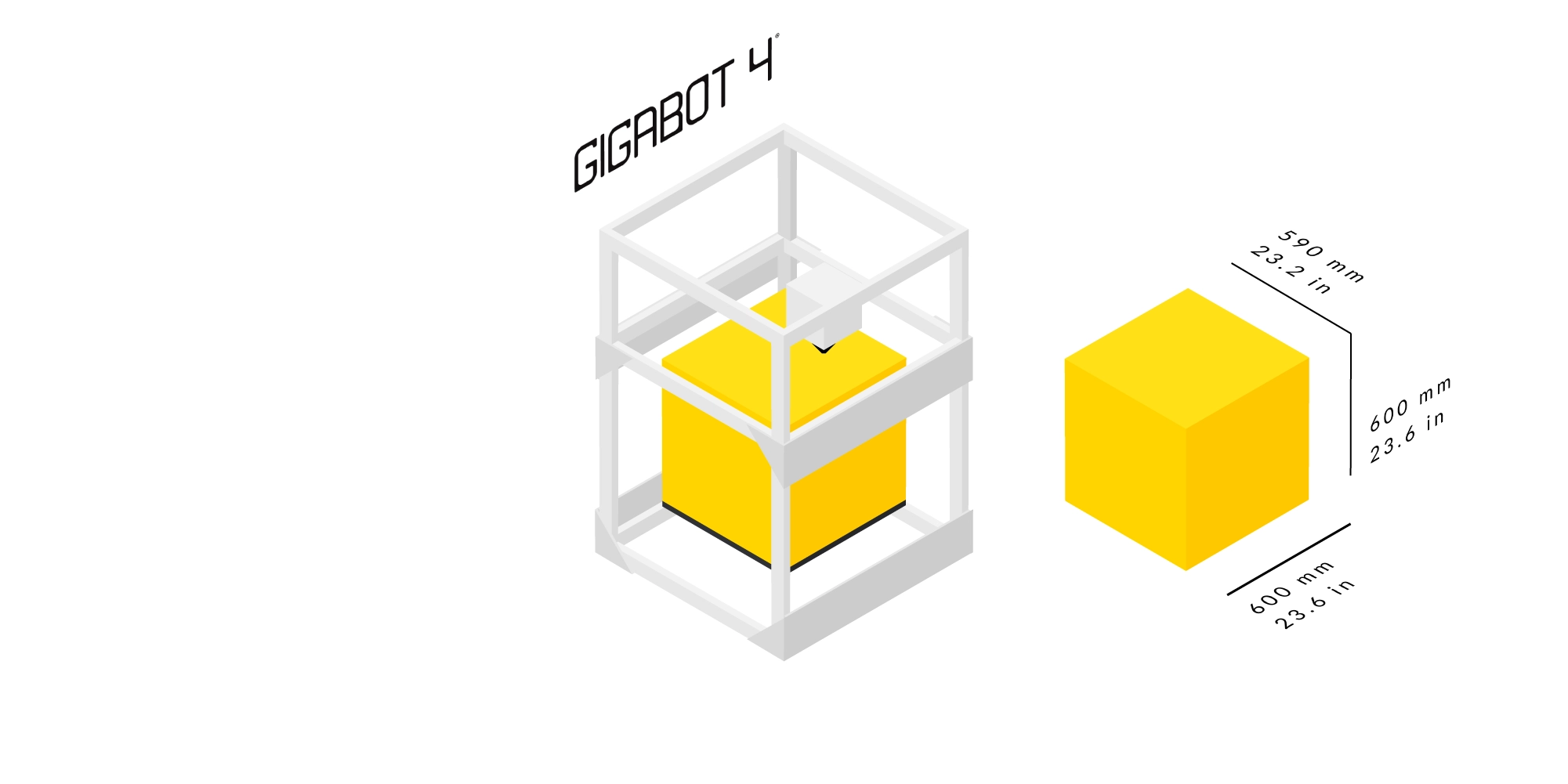
Build Volume
590 x 600 x 600 mm
Hot Ends
Compatible with hardened steel & 20 Series hot ends
Materials
Supports thermoplastics melting below 320ºC
Layer Resolution
70-600 Micron
Printing Speed
Up to 60 mm/sec XY
Nozzle Diameter
0.25, 0.4 or 0.8 mm
Filament Diameter
2.85 mm
Construction
Robust aluminum cartesian frame
Build Plate
Cast aluminum blanchard ground flat 0.5” thick build plate
Stepper Motor
NEMA 17
Bot Control
Full color 10" LCD Touchscreen with Mainsail for Klipper interface
Connectivity
Optional network connecting for local monitoring & control
File Transfer Method
USB or Wifi
Open Source
Open source Klipper software stack
Upload File Type
G-code (.gcode) upload file type
Printing Workflow
Includes Simplify3D setting profiles
Power
110V 60Hz 20A or
220V 50Hz 10A
Extruder Temperature
Up to 320ºC
Build Surface Temperature
Up to 115ºC

ABS

Nylon

PET

PLA





The Mannequin Challenge